

مترجم: حبیب الله علیخانی
منبع:راسخون
منبع:راسخون
روش های الکتروشیمیایی و شیمیایی
در روش های الکتروشیمیایی و شیمیایی، چندین اثر ممکن است مورد استفاده قرار گیرد. برای رسوب دهی پوشش فلزی یا رسوب دهی پوشش های غیر فلزی بر روی سطح یک فلز، سطح فلزی پولیش وتمیزکاری می شود. کار تمیزکاری می تواند با استفاده از عوامل شیمیایی انجام شود. در مورد پوشش های رنگی، سایر عوامل شیمیایی مورد استفاده قرار می گیرند. پوشش های بدست آمده با این روش، دارای خواصی هستند که نسبت به فلز پوشش داده شده با روش های دیگر، مزیت دارند. این خواص، عبارتند از مقاومت به خوردگی، مقاومت به سایش، برخی خواص فیزیکی- شیمیایی مانند رنگ، درخشش، انعکاس و ... . این پوشش ها اغلب با روش حمام تولید می شوند یعنی غوطه وری یک قطعه در داخل یک الکترولیت، یک حمام شیمیایی، رنگ یا یک سل. همچنین این پوشش ها با روش اسپری و روش های پوشش دهی چرخشی نیز اعمال می شوند.رسوب دهی الکترولیتی
این روش ما را قادر می سازد تا پوشش های فلزی و یا آلیاژی ایجاد کنیم. این پوشش ها نتیجه ای از کاهش یون های فلز پوشش دهنده به دلیل اعمال جریان الکتریسته در کاتد می باشد. پوشش های بدست آمده با این روش، ممکن است پوشش های تک لایه، با ضخامتی بین 0.3 و 300 میکرون، و پوشش های چند لایه با ضخامت متغیر باشند. متداول ترین پوشش های فلزی، اعمال شده با این روش، عبارتند از کروم، روی، قلع، کبالت، ایندیوم و آلیاژهای Sn-Pb، Sn-Ni، Sn-Cd، Zn-Ni، Cu-Zn، Ni-Fe، Ni-Co، Ni-P، Co-P، Co-W، برنج. این پوشش ها به صورت منفرد و یا ترکیب با سایر پوشش ها مورد استفاده قرار می گیرند. هدف استفاده از این پوشش ها اغلب افزایش مقاومت در برابر خوردگی و اهداف دکوراسیونی است. در مورد برخی از شاخه های تکنولوژی، مانند تعمیر اجزای ماشین ها، لایه های میانی در الکترونیک، کاربردهای نظامی خاص، آبکاری الکتریکی مورد استفاده قرار می گیرد. روش تامپون (tampon technique) موجب می شود تا بتوانیم رسوب دهی انتخابی فلزات میکروکریستالی یا پوشش های آلیاژی را بر روی بخش هایی از قطعات بزرگ، انجام دهیم. با اعمال برخی اصلاحات بر روی الکترودها، این روش همچنین قابلیت حصول پوشش های با خواص ویژه در زیرلایه های فلزی و غیر فلزی مثلا شیشه ها، پلاستیک و سرامیک را مهیا می کند. علاوه بر زمان های پوشش دهی 10 تا 20 برابر کوتاهتر، هزینه ها و میزان مصرف پایین تر مواد و میزان مصرف انرژی پایین تر، روش تامپون موجب ایجاد یک ساختار آمورف و بی نظم می شود که دارای میزان هیدروژن کمتر است. در نهایت، روش تامپون همچنینی قادر به رسوب دهی پوشش های سرامیکی- فلزی را دارد.رسوب دهی شیمیایی (الکترولس)
این روش قادر است تا پوشش های فلزی و یا آلیاژی را بر روی فلز یا آلیاژ ایجاد کرد. این پوشش، نتیجه ای از تبادل، تماس و یا کاهش الکترون هاست. این کار با مشارکت و یا بدون مشارکت کاتالیست انجام می شود. تبادل و تماس برای رسوب دهی پوشش های قلع، مس و نیکل، استفاده می شوند. روش تماس، بدون استفاده از کاتالیست، برای رسوب دهی پوشش های نقره استفاده می شود، در حالی که طلا بوسیله ی روش تبادل و کاهش با کاتالیست، پوشش دهی می شود. در بیشتر موارد، رسوب دهی با عوامل کاهنده انجام می شود، بدون استفاده از کاتالیست. این پوشش دهی در حمام ها و یا بوسیله ی اسپری کردن، انجام می شود. این روش برای پوشش دهی پوشش هایی مانند نیکل، بر روی زیرلایه هایی استفاده می شود که پوشش دهی آنها با استفاده از الکتروپلیتینگ، سخت است. نقره، مس، برنج و یا نارساناهایی مانند شیشه و پلاستیک، نیز با این روش، پوشش دهی می شوند. اعمال پوشش اهی طلا بر روی مس و برنح، کبالت و مس بر روی پلاستیک، Pd، Pt، Sn بر روی Cu و یا بر روی آلومینیوم، بیسموت، و فولاد، پوشش دهی نقره بر روی شیشه، نیز با این روش قابل انجام می باشد. ضخامت لایه ی ایجاد شده با این روش، در حدود 5 تا 20 میکرون است. هدف اصلی این کاربردها، افزایش مقاومت به خوردگی و ایجاد لایه ی خارجی بر روی چدن و فولاد، پیش از ایجاد لعاب بر روی آنها، می باشد.رسوب دهی تبدیلی
رسوب دهی تبدیلی یکی از فرایندهای هنری و کنترل شده خوردگی فلز یا آلیاژ و یا عملیات های الکتروشیمیایی است. این کار، نتیجه ای از تشکیل یک سطح پوششی است که به طور عملی، در آب و یا در محیط های راه اندازی، عایق هستند. این مسئله موجب می شود تا چسبندگی مناسبی بین مواد زیرلایه ایجاد شود و خواص دی الکتریک مناسب، ایجاد گردد. این روش، ترکیبی از ماده ی زیرلایه با محلول معرف می باشد. در این روش، اجسام به روش غوطه وری یا اسپری، پوشش داده می شوند. با این روش، می توان کرومات، فسفات، اکسید، اکسالات و سایر پوشش ها را ایجاد کرد. بسته به نوع حمام و زیرلایه ی مورد استفاده، پوشش ها ممکن است دارای ترکیب، رنگ و خواص مختلفی داشته باشند. ضخامت این پوشش ها در گستره ی چند میکرون تا چند صد میکرون است. پوشش های تبدیلی، برای ایجاد مقاومت در برابر خوردگی و همچنین:بهبود چسبندگی پوشش های رنگی بر روی فولاد، روی و آلومینیوم
بهبود خواص سایر پوشش ها
فعال سازی نفوذ نیتروژن در فولاد، تسهیل تغییر شکل سرد فولاد، عایق کاری الکتریکی زیرلایهکاهش اصطکاک (پوشش های روانساز)
افزایش میزان زیبایی سطحی (پوشش های دکوراسیونی)پوشش های فسفاتی دارای کاربردهای گسترده ای است (پوشش دهی صفحات فولادی، پیش از اعمال رنگ). همچنین پوشش های اکسیدی نیز کاربردهای زیادی برای اجزای ماشین ها، ابزارآلات، و اسلحه پیدا کرده است.
پولیش کاری
عملیات تکمیلی با هدف حصول سطحی صاف و همچنین ایجاد درخشش بر روی سطح، انجام می شود. این عملیات ها، در یک حمام الکترولیتی یا شیمیایی انجام می شود. این روش شامل انحلال انتخابی ناهمواری ها می باشد، در حالی که ریزساختار بدون تغییر باقی می ماند.پولیش شیمیایی (پولیش الکترولس، سفید کاری شیمیایی)
سفید کاری و پولیش جزئی، بوسیله ی انجام عملیات بر روی فلزات و آلیاژها انجام می شود. این فلزات و آلیاژها عمدتاً از خانواده ی آلومینیوم و آلیاژهای آن می باشند. این کار در حمام با عوامل اکسید کننده (در اصل اسیدهایی مانند ارتوفسفوریک، نیتریک اسید، سولفوریک اسید و استیک اسید) انجام می شود. بوسیله ی این کار، ظاهری جذاب در فلز، ایجاد می شود.یکنواخت سازی سطح با کمک روش های الکترولیتی و سفیدکاری
این عملیات ها، بوسیله ی اعمال فرایندهایی بر روی فلزات و آلیاژها انجام می شود. این کار با استفاده از الکترولیت های انتخابی و شرایط اعمال جریان، انجام می شود. شیئی که در بخش آند قرار دارد، پولیش کاری می شود. این عملیات، موجب تغییر در تنش های باقیمانده ی سطحی نمی شود. این روش برای حصول براقیت بالا و آماده سازی زیرلایه برای انجام عملیات های دکوراسیون خاص، انجام می شود.اچ کردن
حذف لایه های رسوبی، زنگ، اکسیدها و نمک های قلیایی از سطح فلزات و آلیاژها با این روش انجام می شود. این عملیات پیش از رسوب دهی پوشش های الکتروپلیتی انجام می شود. این کار می تواند به صورت زیر انجام شود:روش های شیمیایی (الکترولس): غوطه وری در محلول های اسیدی، واکنش با اکسید فلزات.
روش های الکترولیزی: در فرایند الکترولیتی، فلز ممکن است بوسیله ی آند یا کاتد واقع شدن، در محیط اسیدی واقع شوند.
گیرش شیمیایی
این روش ما را قادر می سازد تا پوشش های رنگی را بر روی مواد مورد نظر ایجاد کنیم. این گیرش شیمیایی نتیجه ای ازاکسیداسیون در دمای معمولی و دماهای بالا، به محض تماس اکسیژن هوا با این ماده. این کار با اکسیداسیون ناگهانی و یا پلیمریزاسیون اکسیدی مواد رشته ای.
ایجاد پیوند عرضی بدون مشارکت اکسیژن، در رزین های ترموست در دماهای معمولی. این کار به دلیل پلیمریزاسیون زنجیره ای، تراکمی، یا پلیمریزاسیون افزایشی انجام می شود. این کار تحت تأثیر عوامل واکنشی مانند کاتالیست ها و سایرعوامل، انجام می شود.
ژله ای شدن یا تشکیل پوشش با روش سل ژل
سنتز دما پایین مواد پوشش دهند با روش سوسپانسون کلوئیدی و ایجاد فاز ژله ای را فرایند سل ژل گویند. این فرایند در واقع تشکیل یک سل، تبدل آن به ژل و سپس عملیات حرارتی ژل حاصله، می باشد. این سل یک محلول هموژن می باشد که یک پیش ماده ی با حل شوندگی بالاست. این ماده با آب مخلوط می شود و بعد از عمل آوری با اسید، سل به ژل تبدیل می شود. ماده ی بدست آمده، سپس خشک و حرارت دهی می شود. سرامیک حاصله در دمایی در حدود 500 ? پخت می شود و یک پوشش کریستالی تشکیل می دهد. این ممکن است که با استفاده از این روش، پوشش هایی با ضخامت های مختلف تولید کرد. این مسئله همچنین ممکن است که پوشش های چندلایه را با استفاده از این روش، تولید نمود. مزیت این روش، سادگی وسایل مورد نیاز، امکان کنترل دقیق ریزساختار پوشش رسوبی، تشکیل پوشش های مختلف مانند پوشش های ضد خوردگی، ضد انعکاس، پوشش های با خاصیت کاتالیستی، دی الکتریک می باشد.روش های فیزیکی
در روش های فیزیکی، تولید پوشش های آلی (از طریق گیرش) یا فلزی و یا سرامیکی (از طریق رسوب دهی) بر روی سطوح فلزی و یا غیر فلزی، با و بدون باند نفوذی یا چسبنده، یا ایجاد لایه ی سطحی، موجب می شود تا بتوان از اثرات فیزیکی مختلف، استفاده کرد. این کار ممکن است تحت فشار اتمسفر یا تحت فشار پایین گاز انجام شود.گیرش فیزیکی (خشک کردن): این روش شامل انتقال ماده ی تشکیل دهنده ی پوشش، رسوب دهی با یکی از روش های متداول، و تولید یک پوشش رنگ مانند می باشد.
رسوب دهی فیزیکی از فاز بخار (PVD)
رسوب دهی فیزیکی از فاز بخار فلزات و یون ها در خلأ شامل موارد زیر است:تبدیل مواد رسوب دهنده به حالت بخار با استفاده از یکی از روش های حرارت دهی مانند حرارت دهی مقاومتی، قوس الکتریکی و باریکه ی لیزر یا باریکه ی الکترونی، می باشد.
ورود گاز
یونیزاسیون فلز و بخارات گازیرسوب دهی بر روی سطح زیرلایه ی سرد یا گرم
این فرایند همراه با استفاده از اثرات الکریکی نیز می باشد. یک مثال از این روش، روش PAPVD می باشد. این فرایند، PVD با کمک تخلیه ی نورانی است.
وقتی بخارات فلزی بر روی زیرلایه ی سرد، کریستاله می شوند، این فرایند روش رسوب دهی از فاز بخار نامیده می شود. در صورتی که کریستالیزاسیون بخارات فلزی با تشکیل این ترکیب از ترکیبات گازی، همراه باشد فرایند را فرایند کندوپاش یا روکش دهی یونی، می نامند.
کاشت یونی
کاشت یونی فلزات و مواد غیر فلزی، شامل یونیزاسیون فلز و یا بخارهای گازی و ایجاد سرعت در یون های مثبت بواسطه ی اعمال میدان الکتریکی می باشد. در این روش، وجود انرژی کینتیکی، موجب می شود تا یون ها در داخل ماده ی فلزی یا غیر فلزی، نفوذ کند. این نفوذ گاهاً تا عمق چند لایه ی اتمی، ادامه می یابد. این روش را کاشت الکترون های اولیه می نامند. کاشت یون های ثانویه در زمانی انجام می شود که یون های ثانویه با روش کندوپاش بر روی ماده ی مورد نظر، رسوب دهی شوند. کاشت یونی، ممکن است در حضور سایر پدیده های فیزیکی مانند تبخیرف رسوب دهی از فاز بخار و کندوپاش مغناطیسی، انجام شود. در این مورد، فرایند را اختلاط یونی می نامند.عمق کاشت در حدود 0.01 تا 1 میکرون م باشد. این میزان از عمق کاشت ممکن است در طی کار بر روی یک ابزار یا یک قطعه ی ماشین، افزایش یابد. علت این مسئله، مهاجرت یون های کاشت شده می باشد. از لحاظ تئوری، هر فلزی ممکن است بوسیله ی هر نوع یونی، تحت عملیات کاشت قرار گیرد. در عمل، متداول ترین کاربرد این روش، کاشت نیتروژن، بور، کربن، قلع، سزیم، سیلیکون، کروم و پالادیوم می باشد. انجام این فرایند موجب افزایش عمل مفید قطعه می شود. این مسئله به دلیل افزایش مقاومت در برابر سایش و افزایش سختی انجام می شود. در مواد نادری، قطعات ماشین نیز ممکن است تحت عملیات کاشت یونی قرار گیرند. گاهی اوقات، به این روش، آلیاژسازی یونی می گویند.
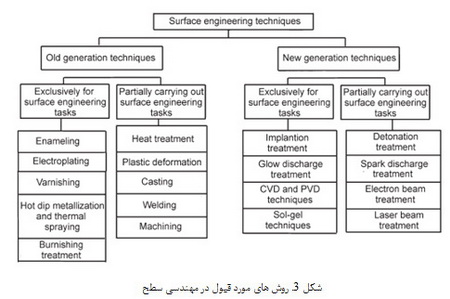
طبقه بندی روش های مورد استفاده در ایجاد لایه های سطحی خاص
روش های مربوط به تولید لایه های سطحی، موجب بروز اکثر مسائلی است که در مهندسی سطح با آنها روبرو هستیم. البته در این میان، تمایزی میان روش های تولید لایه های سطحی و روش های مورد استفاده در رسوب دهی پوشش ها، در نظر گرفته نشده است. علاوه بر این مسائل، نه این روش ها، روش های مشابهی در نظر گرفته شده است و نه میزان مدرن بودن آنها مد نظر قرار گرفته است.
ایجاد لایه های سطحی، ممکن است بدون ایجاد تغییر و یا افزاش در ابعاد قطعه انجام شود (شکل 1). روش های مربوط به تولید لایه ی سطحی، ممکن است بر اساس این موضوع، به صورت زیر تقسیم بندی شود:
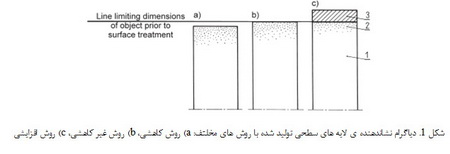
روش های غیر کاهشی
این روش ها بدون کاهش در ابعاد قطعه انجام می شوند مثلاً با استفاده از کاشت یونی. این روش ها، همچنین برای تولید لایه های سطحی، استفاده می شوند.روش های افزایشی
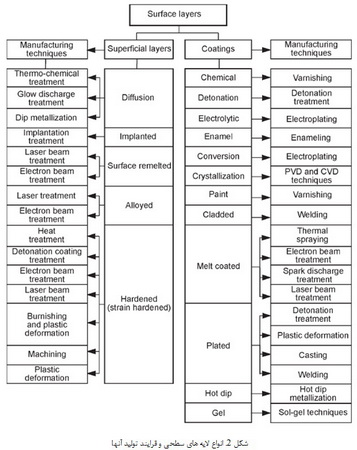
این روش ها با افزایش ابعاد قطعه همراه است. مثلاً اعمال روش آبکاری الکتریکی و یا برخی از روش های ترموشیمیایی موجب افزایش در ابعاد می شود. روش های افزایشی به طور نمونه وار در رسوب دهی پوشش، استفاده می شود.شکل 2 نشاندهنده ی انواع مخلتف از لایه های سطحی و روش های مربوط به تولید آنهاست. از این شکل، نتیجه گیری می شود که انواع مختلفی از لایه ها، ممکن است با روش های مشابهی، تولید شوند. از روش های قدیمی و مدرن، امروز در صنایع استفاده می شود. این مسئله باید همچنین تذکر داده شود که روش های مشاهده شده در این شکل، منحصراً به عنوان روش های مورد استفاده در مهندسی سطح، در نظر گرفته می شوند.
تاریخ : پنج شنبه 95/1/26 | 5:50 عصر | نویسنده : مهندس سجاد شفیعی | نظرات ()



