

شاخصهای توان موشکی ایران؛
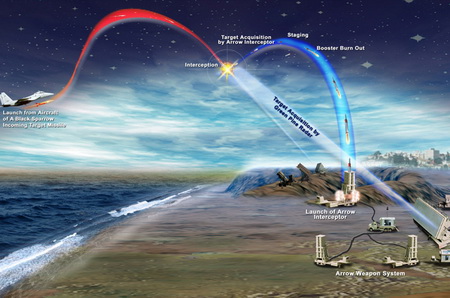
وقتی انزوای نظامی اسرائیل در سایه شکست آزمایشهای موشکی متوالی این رژیم تا پایان سال گذشته میلادی و چهره قدرتمندی که تلآویو به دنبال ترویج آن است را با هم مقایسه کنیم، بیشک متوجه میشویم که این رژیم بذر شکست روانی را برای خودش می کارد.تازهترین شکستهای آزمایشهای تسلیحاتی اسرائیل شکست آزمایش سامانه حیتس 3 به عنوان بالاترین طبقه از سامانه سپر موشکی اسرائیل (در 4 طبقه) است که تنها فرصت این رژیم برای مقابله با موشکهای بالستیک میان برد ایران به شمار میرود. این سامانه پرهزینه ترین تسلیحات در تاریخ موجودیت رژیم صهیونیستی است و هزینه آن تاکنون بالغ بر 2/2 میلیارد دلار آمریکایی بوده که آمریکا 80% از آن را تأمین کرده است.
پایگاه خبری العهد در مقالهای به بررسی شکستهای متعدد سامانه ضدموشکی گنبد آهنین رژیم صهیونیستی در آزمایش موشکهای شبیه سازی شده شهاب 3 پرداخت و نوشت: در حالی که ایرانیها اخیراً یکی از بزرگترین مانورهای نظامی زمینی و دریایی و هوایی خود را در مساحت 2 میلیون و 200 کیلومترمربع از تنگه هرمز گرفته تا خلیج عدن و بخشهایی از اقیانوس هند با موفقیت انجام دادند و پیشرفتهترین تسلیحات استراتژیک تولید داخل خود را آزمایش کردند، آزمایشهای مشترک آمریکایی- صهیونیستی با شکستهای متعدد و تکراری همراه شدند، آن هم در طول فاصله زمانی که از سه ماه تجاوز نمیکند.

شکست مجدد سامانه حیتس
پایگاه هوایی بلماخیم و یگان آزمایشهای موشکی مدتی پیش شاهد آزمایش نهایی موشک رهگیر حیتس 3 بود، این پایگاه مرکزی است که یکی از 4 سامانه احتمالی ضد موشکی حیتس قرار است در آن نصب شود، موفقیت این آزمایش میتوانست یکی از مهمترین سامانههای دفاع هوایی برای رهگیری موشکهای مهاجم را عملیاتی کند.مسئولان متخصص و عناصری از وزارت جنگ آمریکا برای مشاهده این آزمایش در محل حضور داشتند، همچنین نمایندگانی از شرکت بویینگ، شرکای صنایع هوایی اسرائیل در توسعه و تولید سامانه حیتس 3 و همچنین شرکتهای التا و البیت و الیسرا صهیونیستی در این منطقه حاضر بودند تا آزمایش نهایی سامانه موشکی پس از شکست در آزمایش سپتامبر گذشته را مشاهده کنند. قرار بود این سامانه ضدموشکی سرزمینهای اشغالی را از تیررس موشکهای ایرانی شهاب 3 محافظت کند.
خبرگزاریها برای پوشش آزمایش پیشرفتهترین توسعه تسلیحاتی و تکنولوژی مشترک آمریکا و اسرائیل آماده بودند، صهیونیستها نیز آماده بودند تا برترین محافظ خود را در برابر تهدیدات موشکهای بالستیک ایران ببینند، حیتس 3 که به عبری "نیزه" ترجمه می شود، عملاً نسل سوم پیشرفتهترین سامانههای دفاع موشکی بود که میتوانست آسمان رژیم صهیونیستی را حفظ نماید. روزنامه صهیونیستی یدیعوت آحارونوت به نقل از برخی منابع در وزارت جنگ اسرائیل نوشت این سامانه میتواند اسرائیل را در برابر حملات موشکی امن ترین کشور در جهان قرار دهد. این سامانه بنا بر ادعای صهیونیستها میتوانست موشکهای بالستیک مهاجم نظیر شهاب 3 را در خارج از جو هدف قرار داده و منهدم کند.
طراحی کنندگان سامانی موشکی حیتس ادعا کردند که این سامانه میتواند موشکهای بالستیک ایران را حتی قبل از رسیدن به حریم هوایی رژیم اشغالگر قدس منهدم کند، این عملاً به آن معناست که عملیات رهگیری موشکهای مهاجم باید در آسمان عراق و حتی قبل از رسیدن به اردن صورت گیرد.
واقعیت این بود که آزمایش نهایی این سامانه موفقیتی کمتر از حد انتظار داشت، خبرگزاری رویترز به نقل از یک منبع عالیرتبه از شرکتکنندگان در این آزمایش از شکست آزمایش خبر داد و تصریح کرد که رادار موشک موفق به قفل کردن بر روی هدف نشد. حتی شمارش معکوس برای پرتاب موشک نیز آغاز شد اما بعد از آن اتفاقی نیفتاد.
رژیم اسرائیل و شریک آمریکاییاش البته از شکست آزمایش موشکی در ماه سپتامبر ناامید نشدند و در همین ماه یک آزمایش دیگر نیز انجام دادند که آن هم شکست خورد. آمریکا و اسرائیل سعی کردند این شکست را هم مخفی کنند. به این ترتیب باز هم در دسامبر گذشته این آزمایش را تکرار کردند تا شاید بتوانند آبروی رفته خود را بازیابند. اما آزمایش دسامبر نیز مانند آزمایش پیشین در رهگیری هدف ناموفق بود، البته این بار هیچ موشکی به عنوان هدف از جنگنده ها شلیک نشد و آزمایش ناقص سامانه با پرتاب موشک حیتس 3 بدون هدف به خارج از جو صورت گرفت.
ناامیدی صهیونیستها با اعلام دروغین "موفقیت" در این آزمایش موشکی از سوی وزارت جنگ رژیم صهیونیستی ادامه پیدا کند، این وزارتخانه در بیانیه خود آزمایش مذکور را خود اقدام بزرگ و رو به جلو خواند که از سوی سامانه دفاع هوایی آمریکا حمایت میشود و میتواند سرزمینهای اشغالی را از تهدیدات موشکی ایران و سوریه و حزبالله نجات دهد.

اسرائیل چند مرحله از تسلیحات موشکی ایران عقب است
پس از این افشاگری شبکه 2 تلویزیون رژیم صهیونیستی در سایت اینترنتی خود اعلام کرد که موشک حیتس 3 برای رهگیری موشک "انکور کسوف" هدف حتی شلیک هم نشده است. به این ترتیب شکست دیگری در برابر تهدید موشکهای بالستیک میان برد ایران رقم خورد.رژیم اسرائیل در حالی در انجام این آزمایشها برای مقابله با موشکهای شهاب 3 شکست میخورد که این موشکها در عرف نظامی ایران قدیمی شده است، چرا که بنا بر اخبار اعلام شده نظامی از ایران موشکهای قدر 110 و سجیل 2 و فجر 3 روی کار آمده اند تا سطح این رقابتها را بیشتر کنند.
حیتس جنجالی ترین و پرهزینه ترین پروژه نظامی صهیونیست ها
پروژه تسلیحاتی سامانه ضد موشکی حیتس جنجالیترین پروژه تسلیحاتی در رژیم صهیونیستی است که از اوایل دهه 90 مورد توجه محافل نظامی اسرائیل بوده است، شکستهای متوالی این پروژه عبارتهایی نظیر "بی فایده"، "اسراف" و "شکست" را همواره با نام حیتس همراه کرده است.دکتر رووبین بدهتسور یکی از منتقدین جدی سامانه موشکی بود که چند ماه پیش در حادثهای مشکوک کشته شد. بدهتسور مناصب حساس و مهمی در رژیم صهیونیستی داشت و یکی از مهمترین تحلیلگران نظامی این رژیم و استاد دانشگاه تلآویو و تحلیلگر نظامی ارشد روزنامه هاآرتص و مدیر مرکز مطالعات راهبردی و امنیت داخلی "غلیلی" بود. وی مواضع مشخصی نسبت به این سامانه داشت و معتقد بود این سامانه باعث میشود پول بسیار زیادی هزینه شود.
چرا که نظریه پردازان این سامانه موشکی از جمله داف رفیف پدر معنوی پروژه حیتس معتقد بودند که برای رهگیری یک موشک بالستیک باید 2 موشک حیتس شلیک شود و حتی اگر این 2 موشک به انهدام موشک مهاجم موفق نشوند، سومین موشک حیتس نیز باید شلیک شود. به این ترتیب [با احتساب سه موشک شلیک شده]هزینه رهگیری هر موشک مهاجم 9 میلیون دلار خواهد بود که به اعتقاد بدهتسور رژیم اسرائیل نه در زمان جنگ و نه در زمان صلح نمیتواند از عهده چنین هزینهای برآید.
این در حالی است که تلاش برای جایگزین کردن موشک هدف "انکور کسوف" به جای "انکور کحول" برای شبیهسازی موشک شهاب 3 نیز کاملاً موفق نبوده است، موشک انکور کسوف بزرگتر و پیشرفته تر از انکور کحول است و شرکت سازنده آن اعلام کرده که برای شبیه بودن به موشک شهاب 3 آن را تولید کرده است.
حتی اگر بگوییم ویژگیهای مشترک آن تا حدی شبیه شهاب 3 است، اسرائیل در مورد موشکهای قدر و سجیل و فجر 3 که بنا بر گزارشهای صادرشده از ایران مهمترین موشکها برای تخریب رژیم صهیونیستی است، چه کار خواهد کرد؟
شاخص های توان موشکی ایران
موشک شهاب 3 بردی بالغ بر 1300 کیلومتر دارد و با سوخت مایع کار میکند، سرعت فرود این موشک به 2300 متر بر ثانیه میرسد. موشک قدر 110 نیز با سوخت مایع کار میکند و 2000 کیلومتر برد دارد. سکوهای سوختگیری این موشک در زیر زمین قرار دارد و به این ترتیب هیچ فرصت زمانی برای تعیین مکان سکوها به دشمن داده نمیشود. قسمت جلوی موشک قدر مخروطی شکل است و عملیات پرتاب را تسهیل کرده و مقاومت هوا را کاهش میدهد.


منبع مقاله : مشرق

سفر مهم وزیر دفاع روسیه به کشورمان و اعلام خبر توافق ایران و روسیه بر حل مشکل اس 300 ، بار دیگر این قرارداد دفاعی را زنده و بحث های مربوط به آن را برجسته کرد. اگرچه تضمین جدید روس ها برای حل این مشکل، یک اتفاق خوب محسوب می شود، اما باید از 2 جنبه به این توافق جدید نگاه و پاسخ به ابهامات آنرا مطالبه کرد.
نکته اول آن که از اهمیت کمتری در حوزه دفاعی برخوردار است، شرایط اقتصادی - بین المللی روسیه است. این کشور در حال حاضر با مشکلات اقتصادی خاصی مواجه شده و علاوه بر مصائبی که بر سر راه صدور تسلیحات و سامانه های نظامی خود احساس می کند، با آراء قاطع دادگاههای بین المللی مبنی بر لزوم پرداخت خسارتی قابل توجه به ایران به علت بدقولی و عهدشکنی خود روبرو شده است.
اما نکته دوم که از اهمیت فراوانی برخوردار است، رشد علمی و فنی متخصصان دفاعی کشورمان در طراحی و ساخت سامانه های دفاعی مدرن و با قابلیت های فراوان جهت رفع خلاهای ناشی از عدم تحویل اس 300 است. به عنوان مثال، سامانه باور 373 که با عنوان اس 300 ایرانی از آن یاد می شود، در مراحل پایانی خود بوده و از مصاحبههای انجام شده مسئولین دفاعی بر میآید که با مطالعه ویژگیهای برترین سامانههای دنیا در این رده، اقدام به طراحی و ساخت باور-373 شده است.

شلیک موشک دوربرد 48N6E2 از سامانه S-300PMU-2
با نگاهی به ویژگی های باور 373، دقیاق مشخص می شود که در طراحی این سلاح دفاعی، ویژگیهای برتر سامانههای مشابه ساخته شده در دنیا مورد مطالعه دقیق قرار گرفته و در نتیجه سامانهای با امکانات متنوع از نظر مأموریتی پدید آمده است.
به طور خاص در مقایسه با سامانه اس-300 مورد سفارش ایران، باور-373 توانایی درگیری با اهداف متنوعی را دارد که این به دلیل ماهیت متفاوت تهدیدات پیش روی ایران در قیاس با روسیه است.
باور-373 علاوه بر توانایی درگیری با اهداف به اصطلاح آیرودینامیک نظیر هواپیما، توانایی درگیری با موشکهای بالستیک، کروز و همچنین موشکهای دیگر را داشته و انهدام اهداف با سطح مقطع راداری پایین به طور ویژه در طراحی آن مورد توجه بوده است.
طراحی اجزاء مختلف این سامانه شامل رادارها و موشک در بخشهای نظامی و دانشگاهی کشور انجام شده و علاوه بر اجرای انواع آزمایشهای فنی روی زیرسامانهها، اولین شلیک موفق سامانه باور-373 نیز به ثبت رسیده است. به گفته فرمانده قرارگاه پدافند هوایی خاتم الانبیاء ارتش امید میرود تا پیش از پایان سال 1394 این سامانه به طور کامل عملیاتی شود.
همچنین به گفته مسئولین قرار بوده تا در این سامانه از 2 یا 3 نوع موشک برای پوشش بهتر بردها و ارتفاعات مختلف در قالب لایههای پدافندی متعدد بهرهبرداری شود.
تا کنون تنها اجزاء مشاهده شده به طور مشخص از سامانه باور-373 شامل موشک دوربرد آن که ظاهراً با نام صیاد-4 شناخته میشود و رادار ردگیری هدف است. البته در رژه روز ارتش در سال 89 خودروهای پرتاب موشک و رادار رهگیری هدف که شباهت بالایی به نمونههای مورد استفاده در سامانه اس-300 داشتند به نمایش در آمد که پس از آن رژه اطلاعاتی تا کنون راجع به خودروهای مذکور منتشر نشده است اما به احتمال بسیار زیاد پرتابگرهای باور-373 ایرانی نیز مانند سامانههای روسی از نوع عمودپرتاب خواهد بود.

پرتابگر مشاهده شده ایرانی در سال 89
یکی از این رادارها که در نمایشگاه اخیر دستاوردهای وزارت دفاع و پشتیبانی نیروهای مسلح بر روی خودروی جدید ظفر به نمایش در آمده بود نمونه رادار ردگیری اهداف با برد متوسط به بالا است که وظیفه ردگیری اهداف هوایی و موشکهای بالستیک را دارد.

رادار ردگیری هدف در سامانه باور-373
در سامانه اس-400 نیز از 3 گونه رادار آرایه فازی استفاده میشود؛ رادار 96L6، رادار 91N6E برای جستجوی اولیه اهداف خصوصاً اهداف بالستیک و رادار 92N6E برای رهگیری اهداف و هدایت موشک. دو رادار آخر به ترتیب گونههای بهسازی شده از رادارهای 64N6E و 30N6E هستند.

رادار 30N6E2 در بالا و 64N6E2 در پائین

رادار 92N6E در بالا و 91N6E در پائین

رادار 96L6
در تصاویر زیر آرایش کلی اجزاء اصلی 2 سامانه فوق به نمایش در آمده است. میتوان انتظار داشت که بخشهای تشکیل دهنده سامانه باور-373 نیز شباهتهایی به این 2 سامانه پیشرفته پدافندی روسیه داشته باشد.
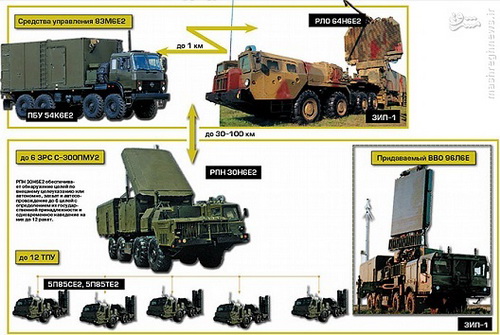
اجزاء اصلی سامانه S-300PMU-2
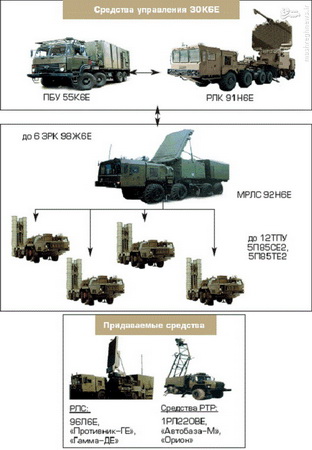
اجزاء اصلی سامانه S-400

خودروی واحد فرماندهی 54K6E2
با توجه به انواع رادارهای پیشرفته ساخته شده در کشور برای رادار ایرانی نیز کارایی مشابهی را میتوان در نظر گرفت. این رادار قابلیت چرخش مکانیکی در صفحه افقی برای پوشش 360 درجه اطراف را داشته و جستجوی آن در راستای عمودی نیز قاعدتاً با چرخش الکترونیکی امواج به انجام میرسد.
با توجه به ساختار گونههای پیشرفته سامانههای اس-300 و اس-400 و البته تصاویر حاشیهای منتشر شده از نمایشگاه وزارت دفاع در شهریور ماه باید انتظار معرفی سایر رادارهای سامانه باور-373 را در آینده نزدیک داشت.
طراحی و ساخت موفق موشک اس 300 ایرانی
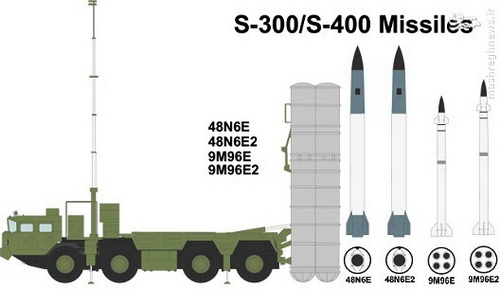
موشک مشاهده شده با سامانه باور-373 در نمایشگاه وزارت دفاع که به نظر میرسد با نام صیاد-4 شناخته میشود شباهت بالایی به خانواده موشکهای 48N6E روسی دارد که در سامانههای اس-300 و اس-400 به کار می روند.
موشک 48N6 که به جای خانواده موشکهای 5V55 به سامانه اس-300 افزوده شد با کمی طول و قطر تقریباً یکسان نسبت به انواع 5V55 قابلیتهای عملیاتی بسیار بالاتری دارد. این موشک 7.5 متری که قطر آن 51.9 سانتیمتر است 1800 کیلوگرم جرم داشته و به سرعت 10 برابر سرعت صوت میرسد و اهداف را در ارتفاعهای 10 متر تا 27هزار متر مورد هدف قرار میدهد.

موشک صیاد-4 مربوط به سامانه باور-373
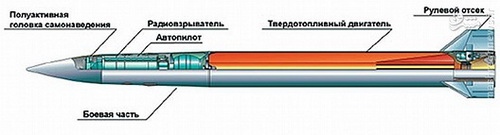
نمایش اجزاء داخلی موشک 48N6E3
البته موشکهای گونه ضد بالستیک سامانه اس-300 یعنی S-300V توانایی تمرکز ترکشهای سرجنگی خود به سمت هدف را نیز دارند که ممکن است این توانمندی در نمونههای جدید موشکهای به کار رفته در سایر گونههای سامانه اس-300 نیز ایجاد شده باشد.
با توجه به شباهت بالای موشک صیاد-4 با خانواده موشکهای 48N6 و با در نظر داشتن توان فناورانه کشورمان در عرصه سوخت جامد و سامانههای هدایت، کنترل و ناوبری که در موشکهای صیاد-2 و خانواده موشکهای طائر-2 نمود داشته به نظر میرسد از نظر عملکرد، موشک ایرانی با نمونههای روسی کاملاً قابل مقایسه باشد همانطور که موشکهای طائر-2 با گونه همرده روسی خود یعنی 9M317 در سامانه Buk-M2E کاملاً برابر و در مواردی برتر است.
با توجه به گسترش تهدیدات دورایستای هوایی در فضای نبردهای امروز نیاز به افزایش برد درگیری سامانههای پدافند هوایی موشکی بیشتر شده است. امروزه بمبهای سبک و کوچک هواپرتاب به بردهای بیش از 110 کیلومتر رسیده و موشکهای کروز هواپرتاب متعددی با بردهای بیش از 300 کیلومتر و قابلیت رهایی از هواپیماهای جنگنده توسعه یافتهاند.بنا بر این سامانههای جدید بایستی توانمندی مؤثر درگیری با اهداف کوچک در بردهای بالا و مهمتر از آن توانایی انهدام هواپیماهای حامل آنها را در برد چند صد کیلومتری پیش از رهایی تسلیحات دورایستا داشته باشند. با گسترش سامانههای پدافند هوایی موشکی با این رده از شعاع درگیری، خود به خود پیوستگی بالایی در پوشش آسمان کشور پدید آمده و درصد تهدیدآمیز بودن موقعیتهای مختلف برای دشمن بسیار افزایش مییابد.
در تصاویر مثالی زیر، میزان پوشش پدافند هوایی موشکی روی ایران بر اساس عملکرد تعدادی از 2 سامانه S-300PMU-1 با برد درگیری 150 کیلومتر و S-400 با برد درگیری 400 کیلومتر با فرض استقرار سامانهها در فواصل نزدیک مرزها نمایش داده شده است.
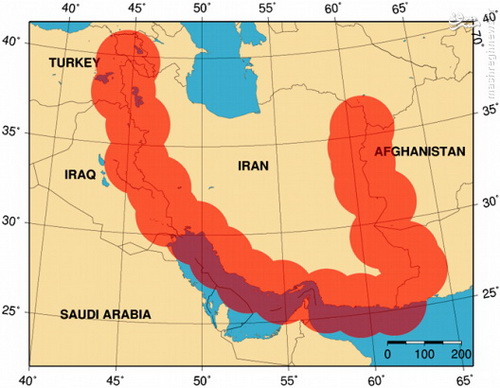
پوشش با سامانه S-300PMU-1
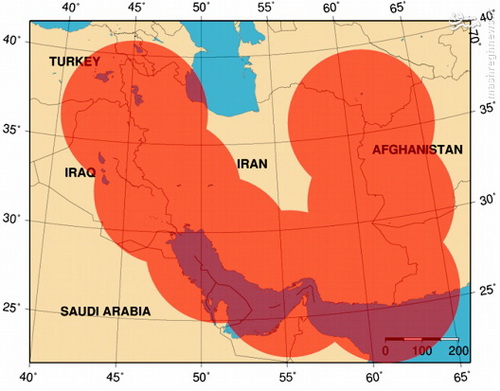
پوشش با سامانه S-400
به گزارش مشرق، میتوان گمانهزنی کرد با توجه به اهداف طراحی سامانه باور-373 و با الگوبرداری از سامانههای پیشرفته دنیا این سامانهایرانی از نظر برد موشک، عملکردی بین S-300PMU-2 (با برد درگیری 200 کیلومتر) وS-400 داشته باشد. این در حالی است که برای پوشش نواحی نمایش داده شده در تصاویر فوق با سامانههای میانبردی مانند مرصاد و سوم خرداد نیاز به تعداد بسیار بالایی از آنها وجود دارد.
تنوع موشکی
نگاهی به روند جنگهای اخیر نشان دهنده افزایش حجم حملات هوایی به صورت کاملاً هماهنگ و شبکه محور است که طبیعتاً در نبردهای آینده نیز پیگیری خواهد شد. این رویکرد نیز با افزایش توان درگیری با چندین هدف توسط سامانهها قابل مقابله است که باید در باور-373 نیز وجود داشته باشد.
وجه دیگری که در نبردهای مدرن امروزی کاملاً مرسوم شده استفاده از آرایه متنوعی از ابزارهای مختلف در حمله همزمان به طرف مقابل است که عمدتاً شامل انواع موشکهای کروز ضد اهداف زمینی و ضد رادار، بمب های هواپرتاب، انواع پهپادهای کوچک و بزرگ شناسایی و رزمی و هواپیماهای بمب افکن و جنگنده از انواع پنهانکار راداری و در برخی موارد سلاحهای بالستیک و شبه بالستیک میشود.
پوشش با سامانه S-400
در زمینه ردگیری و رهگیری، رادارهای آرایه فازی این امکان را فراهم می آورند که تعداد زیادی از اهداف به طور همزمان شناسایی، ردگیری و رهگیری شود. برای درگیری مؤثر نیز در سامانههای جدید روسی مانند اس-350 از 3 گونه و در اس-400 از 4 گونه موشک استفاده میشود که در بردهای مختلف شامل کمتر از 50 تا کمتر از 400 کیلومتر عمل میکنند و البته 2 گونه از این موشکها بین 2 سامانه فوق مشترک است.
این موشکها از سطح بالاتری از قابلیت مانور و دقت در اصابت برخوردار هستند که در کنار استفاده از پیشران سوخت جامد پیشرفته و زیرسامانههایی با فناوریهای جدید، موشکهایی با وزن و حجم کمتر نسبت به نسلهای قبلی حاصل شدهاند. تمامی انواع موشکها در سامانههای اس-300، اس-350 و اس-400 به صورت عمودی از پرتابگرهای استوانه ای پرتاب میشوند.
برخی از موشکهای مورد استفاده در سامانههای اس-300 و اس-400

موشکهای میانبرد 9M96E و 9M96E2

استقرار موشکهای خانواده 9M96 در کنار موشکهای دوربرد در اس-400

موشکهای صیاد-3 و 4 در نمایشگاه دستاوردهای وزارت دفاع
توانمندیهایی نظیر شبکه شدن با سایر تجهیزات پدافند هوایی و تحرک بالای تمام اجزاء سامانه نیز از دیگر مواردی است که در توانمندیهای جدیدترین ابزار دفاعی سازمان پدافند هوایی ایران به چشم میخورد. در مجموع از گفتههای مسئولان دفاعی و اطلاعات منتشر شده تا کنون پیرامون سامانه پدافند هوایی موشکی راهبردی باور-373 میتوان دریافت که رویکردهای نبرد مدرن کاملاً در طراحی این سامانه لحاظ شده است و عملا نیازی به اس 300 روسی نخواهیم داشت.
از سوی دیگر، با دریافت مبلغی که قبلا به کشور روسیه پرداخت شده و رقم آن با احتساب قیمت روز ارزهای خارجی، قابل توجه است، می توان سرعت ساخت، تعداد سامانه و کار بر روی سامانه های مکمل این سیستم پدافندی را به خوبی پیش برد و علاوه بر رفع نیازهای دفاعی کشورمان، آنرا در اختیار کشورها و رزمندگان دوست و همراه با ایران اسلامی جهت مقابله با هجوم دشمنان اسلام قرار داد.

منبع:راسخون
رادار سیستمی بر پایهی استفاده از امواج الکترو مغناطیس برای ردیابی اشیا متحرک و ساکن مثل هواپیماها و کشتیها است. رادار کی اختراع شد؟ مقاله زیر را بخوانید تا بیابید.
رادار، کلمهای که امروز رایج شده، از حروف اول تشخیص و فاصله یابی رادیویی گرفته شده است؛ سیستمی است که بر پایهی امواج الکترو مغناطیس است و برای تشخیص ارتفاع، جهت و برد اشیا متحرک و ساکن به کار میرود. آن هم چنین میتواند برای تشخیص سرعت اشیا متحرک مثل هواپیما، کشتیها و وسایل نقلیه موتوری به کار رود.
در کار او بر روی الکترو مغناطیس، ماکسول وجود امواج رادیویی را پیش بینی کرده بود. در اواخر قرن نوزدهم، هنریش هرتز ثابت کرد که اشیای فلزی امواج رادیویی را انعکاس میدهند. کریستین هولس مایر برای اولین بار در تاریخ، کاربرد امواج الکترو مغناطیس را برای تشخیص اشیای فلزی دور نشان داد. او وسیلهای برای تشخیص اشیای فلزی اختراع کرد و آن را در سال 1904 با تشخیص حضور یک کشتی در مه نشان داد.
در سال 1917، نیکولا تسلا، یک مهندس مکانیکی/ الکتریکی و مخترع، اصول مربوط به فرکانس و سطح قدرت را برای واحدهای ابتدایی رادار عنوان کرد. قبل از جنگ جهانی دوم، تلاشهای محققان آمریکایی، آلمانی، فرانسوی و انگلیسی و هم چنین پیشرفتهایی توسط روسها منجر به خلق رادار پیشرفته شد.
در سال 1934 امیل گراردئو، مهندس فرانسوی، حق ثبت اختراع را به خاطر کار بر روی سیستم رادار دو جانبه به دست آورد. دکتر روبرت م. پیج از آمریکا نیز در همان سال بر روی اولین رادار تک پالسی کار میکرد. در حدود همان سال، تلاشهای جمعی پی. کی. اوشچکوف، مهندس نظامی روسیه و موسسه الکترو فیزیک لنینگراد منجر به خلق راپید، وسیلهای که قادر به تشخیص هواپیما در برد سه کیلومتر بود، شد.
زولتان بای، فیزیک دان مجارستانی، نمونهی کاری رادار را در سال 1936 خلق کرد. انگلیسیها اولین کسانی بودند که از سیستم رادار برای اهداف دفاعی استفاده کردند.
تکنولوژی رادار به طور گسترده برای کنترل ترافیک هوایی و جهت یابی استفاده میشود. آن کاربردهایی در سیستمهای ردیابی فضایی یافته است. آن هم چنین برای حسگرهای آب و هوا و تحقیقات بیولوژیکی مفید است. سیستمهای رادار با ظاهر پیچیده ریشههای خود را در اصول تئوری الکترو مغناطیس یافتهاند. شگفت انگیز نیست؟

کشور: آمریکا
شرکت سازنده: Northrop Grumman
نوع: بالگرد بدون سرنشین تاکتیکی
حداکثر وزن برخاست: 1429 کیلوگرم
حداکثر سرعت افقی در سطح دریا:231 کیلومتر بر ساعت
محموله عملیاتی این پرنده شامل حسگرهای چندماموریتی فروسرخ و تلویزیونی و نشانگرهای لیزری میباشد. نمونه ام کیو- 8 بی متعلق به نیروی دریایی آمریکا میتواند سامانه لیزری مین یاب کبرا را حمل کند. این پهپاد همچنین به رادار دریچه مصنوعی ای ان/ ای بی وای - 8 لینکس محصول جنرال اتمیکس مجهز است. در نیمه سال 2003 شلیک آزمایشی موشک استینگر توسط پهپاد فایراسکات انجام شد و در تابستان 2005 این پهپاد برای نخستین بار راکتهای کالیبر 2/75 را در میدان تیر یوما در ایالت آریزونا شلیک کرد. یک واحد عملیاتی فایر اسکات شامل سه وسیله پرنده، سه محموله ماموریتی، لینک داده و دو ایستگاه کنترل زمینی میباشد.

کشور: چند ملیتی
شرکت سازنده: Dassault
نوع: پهپاد رزمی آزمایشی
حداکثر وزن برخاست: 6000 کیلوگرم
حداکثر سرعت افقی: 0/7 ماخ
شرکت داسو توسعه نمونه اولیه نیورون را با نام فرانسوی پتی داک (به معنای جغد کوچک) با هدف دستیابی- به فناوری ساخت پهپاد رزمی آغاز کرد. در نخستین مرحله از این پروژه پرندهای موسوم به ای وی ئی- دی در تاریخ 18 ژوئیه 2000 برای اولین بار به پرواز درآمد. فروند دوم از این خانواده که فاقد سطوح دم بود در ژوئن 2003 پرواز خود را انجام داد. نمونههای بعدی این خانواده با نامهای موین داک (جغد گوشدراز) به عنوان نمونه تاکتیکی چند منظوره و گِرَندداک (به معنای جغد شاخدار) به عنوان پهپاد رزمی عملیاتی در مقیاس واقعی با قابلیت حمل داخلی مهمات عرضه شدهاند.

کشور: کره جنوبی
شرکت سازنده KAI
نوع: پهپاد تاکتیکی کوتاهبرد
حداکثر وزن برخاست: 300 کیلوگرم
حداکثر سرعت افقی: 185 کیلومتر بر ساعت
پهپاد نایت اینترودر 300 نمونه ارتقاء یافته طرحی است که در سال 1991 توسط شرکت دِوُو با نام دویوسائه با حمایت آژانس توسعه دفاعی کره جنوبی عرضه شد و نخستین پرواز خود را در سال 1993 انجام داد. شرکت دوو در نمایشگاه هوایی سئول 1996 نمونه کاملتری از این پهپاد را با نام اکس اس آر-1 عرضه کرد. گزارشهای خبری در آن زمان حاکی از آن بود که این پهپاد در سال 1998 وارد خدمت عملیاتی نیروی زمینی کره جنوبی شده است. تکمیل توسعه نایت اینترودر 300 تا اوت 2000 به طول انجامید و بیش از 100 پرواز آزمایشی توسط آن انجام شد.

کشور: هلند
شرکت سازنده: ADE
نوع: تاککتیکی کوتاه برد
حداکثر وزن برخاست: 360 کیلوگرم
حداکثر سرعت افقی: 185 کیلومتر بر ساعت
برنامه توسعه این پهپاد در اوایل دهه 1990 میلادی آغاز شد. سه نمونه اولیه از آن تولید شد و نخستین پرواز در ژانویه 1995 صورت گرفت. نیشانت برای اولین بار در نمایشگاه هوایی هند در دسامبر 1996 به نمایش درآمد. شرکت هوافضایی تانجا تولید چهارده فروند از این پرنده را برای ارزیابی عملیاتی آغاز کرد. بر اساس برخی گزارشها، تلاش برای توسعه نمونه جت این پهپاد انجام شد اما تاکنون نتیجه نهایی آن اعلام نشده است. علیرغم حمایت اولیه از توسعه نمونههای کارآمدتر از این پهپاد، بروز پارهای مشکلات فنی در آزمایشهای عملیاتی اولیه منجر به آن شد که وزارت دفاع هند در اواخر سال 2006 برنامه توشعه نیشانت را لغو کند.

کتاب «یکصد پهباد نام آشنا».

منبع:راسخون
مسائل اقتصادی، اگر چه هنوز به عنوان یک فاکتور مطرح است، بواسطه ی فاکتورهای دیگری همچون ایمنی و دغدغه های محیط زیستی، برای حصول سیستم های پوشش- لوله، جایگزین شده اند. این رویه، اولین بار در اروپا استفاده شد. در این منطقه، دوام به جای هزینه، موجب شد تا از سیستم های چندلایه ای استفاده شود. این لوله ها نسبت به لوله های با نوع دیگر، دوام و اثربخشی بیشتری دارد. در محیط کنترل شده، تمام لوله های با مخاطره ی بالا که از آنها نفت، گاز و سایر مواد خطرناک، عبور می کند، نیازمند این هستند که استاندارهای مناسبی را در نظر بگیرند و در آنها از پوشش و محافظت کاتدی، استفاده گردد.
اثربخشی پوشش ها به عنوان راهی برای کنترل خوردگی
اولین تلاش ها به منظور کنترل خوردگی لوله ها بر اساس استفاده از مواد پوششی و این استدلال ایجاد شده است که اگر فلز مورد استفاده در پوشش بتواند از تماس مستقیم با محیط اطراف، جلوگیری شود، هیچ خوردگی رخ نمی دهد. این جنبه در کل منطقی و مستدل است. علاوه بر این، یک پوشش می تواند به طور کامل اثربخش باشد و بدین صورت خوردگی ماده را متوقف کند، اگر• یک عایق کننده ی الکتریکی مؤثر باشد.
• بتوان آن را بدون شکستگی اعمال کرد و این پوشش در حین قرارگیری ماده استحکام مناسب داشته باشد.
• یک فیلم پیوسته ایجاد کند که در زمان های مختلف، مقاومت داشته باشد.
در حالی که این مسئله بواسطه ی استفاده از برخی سیستم های چندلایه ای و پیشرفته، قابل حصول است، این مسئله از لحاظ آنالیز هزینه های اولیه، عملی نمی باشد.
اگر چه پوشش ها به خودی خود، ممکن است پاسخ مناسبی به منظور کنترل خوردگی نیست، آنها در نهایت در زمانی که به طور مناسب، مورد استفاده قرار گیرند، مؤثر هستند. بیشتر اپراتورها برنامه های ایجاد پوشش برای خطوط لوله را با حفاظت کاتدی، به طور توأمان استفاده می کنند. یک انتخاب و اعمال مناسب موجب می شود تا محافظت مناسبی برای بخش قابل توجهی از لوله فراهم آید. در خطوط لوله ای که به طور مناسب پوشش داده شده اند، این پوشش دهی بیش از 99 % از سطح را پوشش داده است و همراهی با حفاظت کاتدی، موجب می شود تا محافظت کامل از خط لوله، انجام شود.
در این مقاله در مورد توصیه های لازمه در زمینه ی پوشش کاری، صحبت نمی شود. به هر حال، ظرفیت ها و محدودیت های مواد پوشش کاری مختلف مورد استفاده در خطوط لوله، بحث می شود. نوع پوشش مورد استفاده در سیستم های خط لوله نیز به طور خلاصه بحث شده است.
استاندارد NACE به شماره ی RP0169-96 در بخش 5، در مورد پوشش های مورد استفاده در خطوط لوله، صحبت می کند. این استاندارد ویژگی های مناسب پوشش ها را بیان کرده است که در ادامه در مورد آنها صحبت می کنیم.
1. عایق کاری الکتریکی مؤثر:
به دلیل اینکه خوردگی در خاک، یک فرایند الکتروشیمیایی است. یک پوشش لوله، باید ایجاد این جریان های الکتریکی را با استفاده از عایق کاری مناسب، متوقف کند. این کار با ایجاد عایق میان محیط و الکترولیت، انجام می شود. برای اطمینان یافتن از مقاومت الکتریکی بالا، این پوشش باید دارای استحکام دی الکتریک بالایی داشته باشد.2. ایجاد یک مانع رطوبتی مؤثر
برخلاف این تئوری که جذب آب به دلیل افزایش اثربخشی محافظت کاتدی، مهم است، انتقال آب بوسیله ی پوشش ممکن است موجب باد کردن پوشش می شود و موجب می شود تا خوردگی بواسطه ی ایزولاسیون، افزایش یابد.3. قابلیت استفاده
اعمال پوشش های بر روی لوله، باید با روش های انجام شود که اثرات نامطلوبی بر روی خواص لوله نداشته باشد و اثرات نامطلوب موجود، مینیمم باشد.4. قابلیت ایجاد مقاومت در برابر سوراخ شدن پوشش در طی زمان
بعد از اینکه پوشش در داخل زمین قرار گیرد، دو زمینه ای که ممکن است موجب تخریب پوشش شود، در واقع تنش های خاک و آلودگی های خاک است. تنش های ایجاد شده بوسیله ی خاک، در واقع با تر و خشک شدن متناوب خاک، ایجاد می شوند. این تنش ها موجب اعمال نیرو بر روی سطح پوشش و پوشش را نازک کرده یا در آن، ترک ایجاد می کند. برای مینیمم کردن این مشکل، یک فرد باید مقاومت در برابر سایش پوشش، استحکام کششی، چسبندگی و پیوستگی آن را ارزیابی کند. مقاومت پوشش در برابر عوامل شیمیایی، هیدروکربن ها و شرایط اسیدی و قلیایی، باید برای ارزیابی کارایی این قطعات در خاک های آلوده، در نظر گرفته شود.5. چسبندگی مناسب به سطح لوله
پوشش لوله باید چسبندگی مناسبی داشته باشد تا بدین صورت از ورود آب به بین پوشش و لوله، جلوگیری شود. تنش خاک اصلی ترین مشکل در زمینه ی شکست پوشش های ایجاد شده بر روی لوله می باشد. اثرات تنش خاک می تواند بر روی پوشش های PE انعطاف پذیری مشاهده شود که در آنها از چسب های الاستومری استفاده می شود. به هر حال، سایر انواع پوشش ها به دلیل تاول زدن (مثلاً در پوشش های با باند اپوکسی) و ایجاد ترک های خستگی (مثلا برروی لعاب های قطران زغال سنگ)، می شکنند. این مسئله به دلیل حرکت خاک، ایجاد می شود. در واقع باید مقاومت در برابر تنش برشی، باید با مقاومت در برابر کندگی باید ترکیب شود تا بدین صورت از تغییر شکل و ایجاد نیروهای کششی در پوشش، جلوگیری شود. این دو ویژگی با هم ترکیب شده اند تا بدین صورت قابلیت پوشش در برابر مقاومت در برابر تخریب و حرکت زمین، افزایش یابد. مقاومت در برابر تنش خاک، با استفاده از مقاومت به تنش برشی و پوسته ای شدن، اندازه گیری می شود.6. قابلیت اعمال پوشش، ذخیره سازی و نصب
قابلیت یک پوشش در برابر مقاومت در برابر تخریب، تابعی از مقاومت در برابر ضربه، سایش و خواص انعطاف پذیری. پوشش های لوله در بین زمان تولید تا استفاده در زیر زمین، دستکاری زیادی می شوند. قابلیت آنها برای مقادیر در برابر این نیروها، به طور قابل توجهی تغییر می کند و بنابراین، این فاکتورها باید برای فهمیدن این مسئله مورد ارزیابی قرار گیرد که چه اقدام پیش گیرانه ای باید مورد استفاده قرار گیرد. اشعه ی فرابنفش می تواند برای پوشش های لوله، تخریب کننده، باشد. زمان ذخیره سازی، ممکن است از 6 ماه تا 5 سال متغیر باشد و بدین صورت، مقاومت در برابر اشعه ی فرابنفش، یکی از موارد مهم می باشد.7. قابلیت حفظ مقاومت الکتریکی ثابت با زمان
مقاومت الکتریکی مؤثر یک پوشش بر یک فوت مربع از پوشش، به موارد زیر وابسته است:• مقاومت ماده ی پوشش
• ضخامت پوشش
• مقاومت در برابر جذب رطوبت
• مقاومت در برابر انتقال بخار آب
• فراوانی و اندازه ی حفرات
• مقاومت در برابر الکترولیت
• پیوند یا چسبندگی پوشش
اگر مقاومت مؤثر ناپایدار باشد، حفاظت کاتدی مورد نیاز، ممکن است هر چند سال، دوبرابر شود. مقادیر مقاومت در صورتی که خاک اطراف لوله، نشست نکند، بیشتر از مقدار واقعی بدست می آید. این مسئله در صورتی ایجاد می شود که رطوبت در داخل حفرات پوشش، نفوذ کند. برای ارزیابی اعتبار مقادیر مقاومت و استفاده از سیستم های محافظت کاتدی، نیاز به تجربه می باشد.
8. مقاومت در برابر جداشدن
به دلیل اینکه بیشتر خطوط لوله به صورت کاتدی، محافظت می شوند، این پوشش ها باید با محافظت کاتدی انجام شده، تطابق داشته باشد. مقدار محافظت کاتدی مورد نیاز به طور مستقیم با کیفیت و یکپارچگی پوشش، در ارتباط است. جوانب منفی محافظت کاتدی، این است که این روش، ممکن است موجب ورود آب به داخل پوشش شود و ممکن است تمایل به جدایش پوشش از لوله را افزایش دهد. هیچ پوششی به طور کامل در برای تخریب های ایجاد شده بوسیله ی محافظت کاتدی، مقاوم نیست. وقتی مقادیر قابل توجهی جریان مورد نیاز باشد، جریان های ایجاد کننده ی آشوب و مشکلات مربوطه در این زمینه، ایجاد می شود. این مسئله اثر مستقیمی بر روی انتخاب پوشش، کاربرد و نصب آن دارد.9. سهولت تعمیر
به دلیل این مسئله که پوشش کامل برای یک لوله، وجود ندارد، ما می توانیم انتظار داشته باشیم که برخی مواقع مجبوریم این خطوط را تعمیر یا جوش کاری کنیم. این مسئله نیازمند توجه به تطبیق پذیری و پیشنهادهایی است که بوسیله ی تولیدکننده، ارائه شده است. البته یک پوشش تعمیر شده، هیچگاه مثل پوشش اولیه نیست. بررسی های سخت گیرانه ای باید بر روی بخش های تعمیر شده، انجام داد.10. برهمکنش غیر سمی با محیط
برخی مواد مورد استفاده در پوشش کاری، اصلاح، محدود و یا استفاده از آنها ممنوع شده است. علت این مسئله تصویب استانداردهای سلامتی و محیط زیستی است. نمدها و پرایمرهای آزبستی با حلال های معین، با الیاف شیشه جایگزین شده اند، تا بدین صورت این عوامل سرطان زا حذف گردد و بدین صورت دغدغه های مربوط به سلامتی و محیط زیست کم شود. این مسئله اثر قابل توجهی در زمینه ی پوشش هایی ایجاد کرده است که امروزه مورد استفاده قرار می گیرد.علاوه بر ویژگی های بیان شده در بالا، فاکتورهای نمونه وار زیر، باید در زمان انتخاب پوشش، در نظر گرفته شود.
• نوع محیط
• دسترسی به خط لوله
• دمای عملیاتی لوله
• دماهای معمولی ایجاد شده در طی استفاده، ذخیره سازی، بارگیری و انتقال و نصب این قطعات
• محل فیزیکی و جغرافیایی قرارگیری
• نوع پوشش موجود در بر روی لوله ها
• انتقال و ذخیره سازی
• روش های نصب
• هزینه ها
• الزامات مربوط به آماده سازی سطح لوله
در انتخاب یک پوشش برای یک پروژه ی خط لوله ی معین، یکی از مهم ترین ویژگی ها، طراحی مناسب به منظور افزایش پایداری است. با این رویه، ما در واقع از ترکیب پوشی استفاده می کنیم که دارای مقاومت الکتریکی بالا می باشد. و افت مقاومت الکتریکی در آنها نیز در طی زمان، حداقل است.
این ویژگی ها، در مواردی مهم است که حفاظت کاتدی مورد استفاده قرار گرفته است. وقتی این حفاظت در پوشش های ناپایدار استفاده می شود، سیستم حفاظت کاتدی، که در طی عمر اولیه ی یک لوله، مناسب است، ممکن نیست محافظت بیشتری در زمان تخریب پوشش، ایجاد گردد. در این حالت، نیاز به جریان اضافی است. این مسئله بدین معناست که هزینه های پیوسته برای نصب حفاظت کاتدی های اضافی، ضروری است. اقتصاد مربوط به جوانب پوشش دهی و حفاظت کاتدی، به طور معکوس با کارایی ضعیف پوشش، در ارتباط است.
در بررسی 50 سال مقاله های منتشر شده در زمینه ی پوشش های خط لوله، جوانب زیر به نظر می رسد:
• انتخاب بهترین پوشش و کاربرد مناسب آن
• حفاظت کاتدی باید به گونه ای انجام شود که محافظت 100 % ایجاد گردد.
• آزمایش های انجام شده در داخل زمین قابلیت اطمینان بیشتری نسبت به آزمون های داخل آزمایشگاه دارد.
• نتایج مربوط به چسبندگی، با آزمون های جدایش کاتدی، رابطه ای ندارد.
• جریان مورد نیاز برای حفاظت کاتدی، بهترین معیار برای کارایی پوشش است.
• ضخامت پوشش مهم می باشد.
• تنش های خاک یک مشکل اصلی می باشد.
• مقاومت در برابر جدایش کاتدی و تنش های خاک، الزامات مهم پوشش های لوله می باشد. برای اینکه یک پوشش لوله، مؤثر باشد، این پوشش باید معیارهای روبرو را داشته باشد: چسبندگی، ضخامت کافی، جذب رطوبت پایین، مقاومت در برابر عوامل شیمیایی و انعطاف پذیری
• انتخاب بهترین و مناسب تری سیستم، بسیار مهم است اما استفاده ی مناسب، یکی از مواد مهم تر محسوب می شود.
1. تجربه
تحقیق و آزمون و خطا در توسعه ی هر پوششی، ضروری است. این کار باید با مشارکت اعمال کنندگان پوشش، تولید کنندگان و مشتریان انجام شود. انتقال یک پوشش از آزمایشگاه به خط تولید، معمولاً یک فرایند هزینه بر است که نباید صرفنظر شود.2. سابقه
این مسئله یک چیز با ارزشی است که به منظور بررسی کارایی حاصل می شود. نه تنها کیفیت خوب، بلکه همچنین حل مسائل و ارتباط دادن مشکلات با این راه حل ها، می تواند در بررسی سابقه به ما کمک کند.3. قابلیت اطمینان
بسیاری از متغیرها بر روی کارایی پوشش، اثر گذار می باشد. یک نیروی کار قابل اطمینان، یک وسیله ی تنظیم شده و تطابق در کارایی و پیش نیازهای مربوط به اعمال کننده، می تواند بر روی کار اثر مستقیم داشته باشد.4. انطباق ویژگی های مربوط به تولید کننده ی پوشش
تولیدکننده یک سری ویژگی های حداقل را تدوین کرده است که ماده باید این ویژگی ها را داشته باشد.5. ادوات اتوماتیک و مدرن
هزینه های سرمایه گذاری در مورد استفاده از ادوات مدرن، یکی از بخش های مهم در مورد ارزیابی پوشش های پلاستیکی است. حذف خطاهای انسانی از طریق اتوماتیک سازی و کنترل پیوسته نیز یکی از فاکتورهای مهم است که برای پوشش لوله، باید مد نظر قرار گیرد.6. کنترل کیفیت
کارایی مربوط به این ویژگی ها، به طور منظم باید مورد بررسی قرار گیرد. دانستن رویه های کنترل کیفیت مربوط به اعمال کننده ی پوشش، در انتخاب یک اعمال کننده، مهم می باشد.مشخصات فنی
پوشش لوله نباید بدون داشتن مشخصات فنی مناسب، تولید شوند. یک چنین مشخصات و ویژگی های فنی ضرورتاً باید مورد بررسی قرار گیرند تا بدین صورت بهترین پوشش از جنس مورد نظر، تولید گردد.به دلیل اینکه بسیاری از مواد ممکن است مورد استفاده قرار گیرند، هیچ مثال خاصی از مشخصات فنی در اینجا، بیان نشده است. این ویژگی های می تواند با توجه به پیشنهادهای تولید کننده، تدوین گردد. همچنین برخی از این ویژگی های فنی با توجه به الزامات و ویژگی های سیستم لوله ای در نظر گرفته می شود که برای لوله ی پوشش داده شده، استفاده می شود.
زمینه های زیر مشخصه هایی است که شامل موارد زیر می شود:
• تمیز بودن سطح لوله
• استفاده از آغازگر، در صورت نیاز
• ماده ی پوشش دهنده مورد استفاده و در صورت استفاده از ترکیبی از مواد، مواد مورد استفاده.
• ضخامت کل با تلورانس مجاز
• ویژگی های کابردی برای یک ماده ی خاص مانند دما و ضخامت و سایر آیتم های مشابه
• الزامات مربوط به حمل و نقل مانند مقررات مربوط به حمل و نقل و نگهداری در شرایط تمیز و خشک
• الزامات مربوط به بازرسی
• اساس مربوط به رد پوشش های نامطلوب
• جزئیات مربوط به اتصالات پوشش در زمانی که لوله ی پوشش داده شده، مورد استفاده قرار می گیرد
• الزامات مربوط به دفن لوله
رویه های بررسی
وقتی سیستم پوشش و اعمال کننده، انتخاب شوند، یک بخش مهم از نصب با کیفیت، بازرسی خوب است. بازرسی باید از بخش ذخیره سازی لوله ی بدون پوشش، شروع شود و این بازرسی در همه ی بخش های دیگر، انجام شود. تجربه های و احساس های ایجاد شده در تفسیر این مشخصات و آنالیز نتایج آزمون ها، برای حصول بهترین نتیجه در زمینه ی پوشش، ضروری است.به عنوان یک پشتیبانی از برنامه ی نظارت که بوسیله ی اعمال کننده ی پوشش، تدوین می شود، اقدامات لوله کشی متداول شامل آزمون نهایی به منظور تشخیص حفرات و بخش های تخریب شده، انجام می شود. در این آزمون ها، یک ولتاژ در بین پوشش اعمال می شود. یک الکترود در کل سطح نمونه عبور می کند و عیوب را تشخیص می دهد. در زمان عبور وسیله ی بررسی کننده از روی سطح، در صورت وجود عیب، میزان جریان عبور کننده بین وسیله و لوله، افزایش می یابد. این تخلیه یا جرقه، موجب ایجاد یک سیگنال می شود که به اپراتور در مورد وجود یک حفره یا عیب، خبر می دهد. اپراتور عیوب را علامت می زند و بدین صورت عملیات تعمیر بر روی آنها انجام می شود.
وقتی حفرات را مورد بررسی قرار می دهیم، طبق معیار NACE برای بررسی ضخامت ، به شماره ی RP02-74 توجه می کنیم. همچنین برای سیستم های پوششی نازک تر، به استاندارد RP04-95 توجه کنید.
بازرسی لوله ها از لحاظ حفره در کارخانه
لوله های پوشش داده شده در یک کارخانه ی پوشش دهی، به طور نرمال، از میان یک آشکار ساز حفره عبور می کند. این کار پیش از انتقال لوله ها به محل استفاده، انجام می شود. صرفنظر از روش تولید، هر نوع لوله باید پیش از قرارگیری در داخل زمین، تحت بررسی قرار گیرد و از لحاظ وجود حفره، مورد بررسی قرار گیرد.
هر چه تعداد حفره های تعمیر شده در داخل پوشش، کمتر باشد، کیفیت پوشش، افزایش می یابد. با وجود این، اگر تمام حفره ها بوسیله ی آشکارساز تشخیص داده شود و بدین صورت تعمیر شوند، کیفیت پوشش افزایش می یابد و بدین صورت یک پوشش مناسب بر روی لوله ایجاد می شود.
بازرسی میدانی حفره ها
چندین نوع از آشکارسازهای حفره، برای استفاده های میدانی وجود دارد. متداول ترین نوع از آنها معمولاً با استفاده از باتری کار می کنند و به الکترود بررسی لوله، مجهز هستند. این الکترودها به نحوی آرایش یافته اند که در آنها یک حلقه در اطراف لوله عبور می کند و بدین صورت اپراتور می تواند به آسانی پوشش لوله را بررسی کند. شکل این الکترودها به نحوی هستند که امکان بررسی کل سطح پوشش مقدور می شود.آشکارسازهای حفره باید با توجه به دستورالعمل های سازنده، مورد استفاده قرار گیرند. آشکارساز پوشش باید بوسیله ی یک اپراتور ماهر مورد استفاده قرار گیرد تا بدین صورت اطمینان حاصل گردد که از وسیله به درستی استفاده می شود. برخی از رویه های عملیاتی که مورد استفاده قرار می گیرد، به همراه موارد مورد بررسی به صورت زیر است:
1. تنها از باتری هایی استفاده کنید که به میزان مناسبی شار دارند و در حال کارکرد مناسب هستند.
2. از آشکارسازهایی استفاده کنید که به منظور کار در ولتاژهای مناسب، تنظیم شده اند. پوشش های ضخیم نیازمند یک ولتاژ بالاتر برای ایجاد جرقه در محل عیب هستند. به عبارت دیگر، ولتاژهای بسیار بالا نیز موجب ایجاد شکستگی در پوشش می شود. این مسئله مخصوصاً در پوشش های پلیمری مشهود تر است.
3. به طور دوره ای، آشکارساز را از لحاظ عملکرد، مورد بررسی و آزمایش قرار دهید. این کار می تواند با ایجاد یک سوراخ عمدی در پوشش و بررسی آن بوسیله ی آشکارساز، انجام می شود. در صورتی که آشکارساز توانایی تشخیص این حفره را نداشته باشند، معلوم می شود که آشکارساز خراب شده است. در طی انجام رویه ی کار، بازبینی باید حداقل دو بار در روز انجام شود. این بازرسی می تواند در هر زمانی که اپراتور احساس می کند کارایی سیستم افت کرده است، انجام شود.
4. محل تماس الکترودها با پوشش را مورد بررسی قرار دهید. چسبیدن مواد پوشش دهنده بر روی آشکارساز ممکن است موجب ایجاد تداخل در تشخیص مناسب عیب شود. احتمال چسبیدن این مواد، در برخی مواد، نسبت به مواد دیگر، بیشتر است. در مورد موادی که این احتمال بیشتر است، بهتر از الکترود به طور مستمر، تمیزکاری شود.
5. استفاده از ارت مناسب. برای کامل شدن رویه، مدار آشکارساز، باید در تماس مستقیم با زمین باشد. این کابل برق روکش دار باید به طور روز به روز، از لحاظ آسیب های ایجاد شده بر روی آن، بررسی شود و در صورت آسیب دیدن، جایگزین شود. وقتی از سیم های طولانی استفاده شود، معمولاً رسانایی مناسبی بین خط و زمین ایجاد می شود تا بدین صورت اجازه داده شود، آشکارساز به طور مناسبی کار کند. به عبارت دیگر، یک طول کوتاه از لوله ای که به خوبی پوشش داده شده است، ممکن است باید در داخل خاک پنهان گردد تا بدین صورت، مدار مناسبی بین زمین و لوله، ایجاد گردد.
انواع پوشش های مورد استفاده در خطوط لوله
نوع پوشش های مورد استفاده در خط لوله، و مشخصه های فنی آنها در جدول 1 آورده شده است.
لعاب ها
لعاب های بر پایه قیر، از قطران زغال سنگ دارای مقادیر کربن پایین، تولید می شوند. این قطران ها با استفاده از هضم زغال سنگ و قطران زغال سنگ دارای مواد آروماتیک بالا، خاصیت پلاستیک پیدا می کند و بعد از آن، از فیلرهای معدنی خنثی برای بهبود خواص این لعاب ها، استفاده می شود. آسفالت های قیری هنوز هم به عنوان پوشش برای لوله، مورد استفاده قرار می گیرد اما استفاده ی آنها امروزه در آمریکای شمالی، مشاهده نمی شود.پوشش های لعابی تولید شده از قطران زغال سنگ (CTE) معمولاً یک لفافه ی خارجی از جنس نمد دارد که موجب افزایش حفاظت می شود. به هر حال، بخش نمدی شکل، از بروز خزش و تمرکز تنش خاک بر روی پوشش، جلوگیری می کند. استفاده از نمدهای آزبستی موجب مینیمم شدن مشکلاتی موجود می شود اما امروزه به خاطر مخاطرات سلامتی، الیاف شیشه، جایگزین این الیاف شده است. سیستم های CTE بیش از 80 سال است که مورد استفاده قرار می گیرند و اخیراً یک پرایمر اپوکسی دو جزئی معرفی شده اند که در زمان استفاده از این لعاب ها در دمای سرویس دهی بالا، مورد استفاده قرار می گیرد. این پرایمرها موجب می شود تا دمای پرتودهی سیستم پوشش CTE را به 230°F نزدیک می کند. امروزه، نمدهای تولید شده از الیاف شیشه که در بخش داخلی و داخلی مورد استفاده قرار می گیرند، با سیستم های پوشش دهی CTE ترکیب شده اند. نمدهای داخلی تولید شده از الیاف شیشه، در مرکز پوشش قرار می گیرند. نمدهای خارجی تولید شده از الیاف شیشه، معمولاً قبلاً با قطران زغال سنگ، پر می شوند تا بدین صورت به خوبی تر شوند. الیاف شیشه و رزین های اپوکسی به منظور تولید پوشش هایی استفاده می شوند که در برابر تنش های خاک، مقاومت دارند.
استفاده از CTE در آینده افزایش نخواهد داشت زیرا پوشش های جدیدی مانند پوشش های اپوکسی با پیوند نفوذی (FBE)، پلی اولفین و پوشش های FBE- پلی اولفین برای این کاربردها، استفاده شده اند.
ملات قیری- آسفالتی اکسترود شده
این ملات ها که بیش از 75 سال پیش به صنعت، معرفی شد، در واقع ترکیبی از ماسه ی دانه بندی شده، آهک آسیاب شده و الیاف شیشه ای است که با استفاده از آسفالت، به هم می چسبند و بدین صورت یک پوشش مناسب برای لوله ایجاد می شود.سیستم های پوششی تولید شده از مواد اولیه ی آسیاب شده و روش نواری (Mill-Applied Tape Coating Systems)
نوارهای پوشش داده شده با وازلین تقویت شده با فیبر، اولین بار 65 سال پیش مورد استفاده قرار گرفت. انواع پوشش های پلی اتیلنی مورد استفاده برای لوله ها، نیز 46 سال پیش به صنعت معرفی شد. سیستم های پوششی تولید شده از مواد اولیه ی آسیاب شده در حدود 20 سال پیش، معرفی شد. سیستم های اعمال شده با روش نواری، در واقع از یک پرایمر، یک لایه ی داخلی جلوگیری کننده از خوردگی نواری، و یک یا دو لایه ی خارجی برای محافظت مکانیکی می باشد. دغدغه های مربوط به حفاظت کاتدی در پوشش های جداشده، منجر به توسعه ی سستم های نواری چندلایه و همچنین فرایندهای پختی شده است که نیاز به حفاظت کاتدی را برطرف می کند. محدودیت های محیطی مربوط به پرایمرهای بر پایه ی حلال، بوسیله ی معرفی پرایمرهای جدید، برطرف شده است. علارغم این محدودیت ها، در دسترسی، سهولت استفاده و هزینه های مربوط به استفاده از سیستم های نواری، ادامه دارد (شکل 1).

سیستم پلی اولفین اکستروده شده
اولین سیستم اولفینی اکسترده شده، در سال 1956 معرفی شد. این سیستم به صورت یک پوسته ی اکستروده شده بر روی پلی اتیلن و با استفاده از چسب های بتونه ای آسفالتی، اعمال می شوند. در اصل، این روش برای لوله های با قطر کوچک، معرفی شد ولی امروزه از آن برای لوله هایی با قطر 61 سانتیمتر نیز می توان استفاده کرد. بهبودهای اخیر در زمینه ی این مواد، افزایش میزان چسبندگی و انتخاب پلی اتیلن ها به عنوان ماده ی جلوگیری کننده از ترک خوردن در این پوشش ها بوده است. به دلیل توانایی تحمل دمایی بالاتر پلی پروپیلن، این سیستم ها، در اروپا و از میانه ی دهه ی 1960، مورد استفاده قرار گرفته است. یک چسب کوپلیمری برای حذف جریان های سرد مورد استفاده قرار می گیرد و بدین صورت میزان شرینکیج پوشش، مینیمم می شود. این کار با استفاده از یک پرایمر اپوکسی همراه است. در اواخر سال 1972، روش ساید- اکسترود (side-extrusion) در ایالات متحده ی آمریکا، معرفی شد. این روش اکسترود، یک روش اکسترود دو طرفه است که در آن یک چسب رابری بوتیلی به لوله اعمال می شود و بعد از آن عملیات اکسترود پلی اتیلن، بر روی آن انجام می شود. ساید اکسترود، می تواند لوله هایی را که اندازه ی آنها تا 368 cm است را نیز پوشش دهی کند و تنها محدودیت آن، نیاز به تمیزکاری و ظرفیت انتقال لوله ها می باشد. فرایند اکستروژن، یک روش تولید قابل اطمینان و با قابلیت کنترل مناسب می باشد. حرارت اکسترودر موجب ذوب شدن، مخلوط شدن و اکسترود ماده به داخل لوله ی فولادی می شود. این کار در دما و فشار مناسب انجام می شود. یک فرد می تواند بهترین نوع از پلی اولفین را انتخاب کند تا بدین صورت، بتواند الزامات مربوط به محصول نهایی را برطرف کند و بدین صورت یک پوشش بدون سوراخ تولید کند (شکل 2).
اپوکسی با باند نفوذی
پوشش هایی اپوکسی با باند نفوذی (FBE) اولین بار به صورت تجاری در اواخر سال 1961 در دسترس قرار گرفتند. در سال های متمادی این پوشش ها تنها برای لوله های دارای ضخامت 1.9-21.9 cm موجود بود اما امروزه، این پوشش ها بر روی لوله هایی تا ضخامت 122 cm نیز قابل اعمال می باشند. برای سال های متمادی، FBE در ضخامت هایی بین 8-10 میل ( 203.2- 254.0 میکرون) اعمال می شد تا بتواند با سایر انواع پوشش، رقابت کند. در حال حاضر، این پوشش ها با ضخامت 12 تا 25 میل اعمال می شوند. در طی 35 سال گذشته، رزین های مورد استفاده با استفاده از پرایمرها و اعمال حرارت، تغییر ماهیت داده اند. هیچ کدام از پوشش های اپوکسی مورد استفاده در حال حاضر، نیازمند پرایمر نیستند و بیشتر کاربردهای کارخانه ای آنها نیز نیازی به اعمال حرارت ندارند. بیشتر پودر مورد استفاده برای تولید پوشش های FBE در طی 18 سال گذشته، تغییری نکرده اند. سیستم های دوتایی FBE در اوایل دهه ی 1990 معرفی شده اند و در آنها، خواص جذب رطوبت و سایش، بهبود یافته است.پوشش های FBE نیازمند توجه ویژه ای در زمان اعمال هستند. علاوه بر استاندارد NACE، رویه های سخت گیرانه تری در زمان اعمال این پوشش ها، در نظر گرفته می شود تا بدین صورت، کارایی آنها، بهبود یابد. با وجود مزیت های FBE ها، این پوشش ها کل عیوب فولاد را پوشش نمی دهند. بنابراین، بعد از اعمال این پوشش ها بر روی لوله، باید بررسی های مناسبی انجام شود. مقاومت به تنش های خاک و جدایش کاتدی، موجب شده است تا FBE به عنوان پوشش های مناسبی در ایالات متحده ی آمریکا، در نظر گرفته شود (شکل 3).

سیستم های پوشش دهی مایع
قطران های زغال سنگ اپوکسی و اورتان ها، هم اکنون متداول ترین سیستم های مایع مورد استفاده در پوشش دهی مایع لوله ها محسوب می شوند. این پوشش ها در سیستم های پوشش دهی اصلاح شده یا معمولی اعمال می شوند و معمولاً برای لوله های با قطر بزرگتر یا لوله های آهن داکتایل استفاده می شوند. مشخصات فنی ویژه ای باید در مورد این لوله ها، در نظر گرفته شود تا که از جمله ی آنها می توان به تمیز بودن سطح لوله، آماده سازی، و زمان های مربوط به فرآوری و ایجاد پوشش بالایی، اشاره کرد.سیستم های چندلایه ی اپوکسی/ پلی اولفین اکسترود شده
این سیستم ها اولین بار در اوایل دهه ی 1960 معرفی شد و در آنها از چسب های سخت استفاده می شود. در واقع این چسب سخت زیر پلی اتیلن قرار دارد، بعد از آن، یک پرایمر اپوکسی و یک سیستم چند لایه ی اپوکسی/ پلی اولفین قرار می گیرد (شکل 4).

نتیجه گیری
به طور خلاصه باید گفت که این مقاله به مهندسین خوردگی می گوید که دو زمینه را مد نظر قرار دهند:• اطلاعات کامل در مورد تمام جزئیات مرتبط با ویژگی ها، کارایی و مقالاتی که در مورد پوشش های مورد استفاده در پروژه های مختلف خط لوله، باید مد نظر قرار گیرد.
• بررسی مباحث عملی مربوط به شرایط موجود در زمینه ی پروژه های خط لوله ی پیشنهاد شده به همراه اطلاعات مربوط به رویه ای که خط لوله ممکن است کار کند.
وقتی اطلاعات مفیدی در مورد این مباحث بدست آید، مهندس خوردگی، قادر است تا به طور مؤثر به مدیران بخش مربوطه، مشاوره دهد و بدین صورت پوشش های مناسب به منظور محافظت از یک سیستم خط لوله، انتخاب خواهد شد. آنها همچنین با استفاده از این اطلاعات قادرند تا مشخصه های فنی و برنامه های بازرسی را تدوین کنند به نحوی که اطمینان حاصل کنند که پوشش کاری به طور مناسب انجام شده است.

نام: MQ- 8 fire Scout
کشور: آمریکا
شرکت سازنده: Northrop Grumman
نوع: بالگرد بدون سرنشین تاکتیکی
حداکثر وزن برخاست: 1429 کیلوگرم
حداکثر سرعت افقی در سطح دریا:231 کیلومتر بر ساعت
محموله عملیاتی این پرنده شامل حسگرهای چندماموریتی فروسرخ و تلویزیونی و نشانگرهای لیزری میباشد. نمونه ام کیو- 8 بی متعلق به نیروی دریایی آمریکا میتواند سامانه لیزری مین یاب کبرا را حمل کند. این پهپاد همچنین به رادار دریچه مصنوعی ای ان/ ای بی وای - 8 لینکس محصول جنرال اتمیکس مجهز است. در نیمه سال 2003 شلیک آزمایشی موشک استینگر توسط پهپاد فایراسکات انجام شد و در تابستان 2005 این پهپاد برای نخستین بار راکتهای کالیبر 2/75 را در میدان تیر یوما در ایالت آریزونا شلیک کرد. یک واحد عملیاتی فایر اسکات شامل سه وسیله پرنده، سه محموله ماموریتی، لینک داده و دو ایستگاه کنترل زمینی میباشد.

کشور: چند ملیتی
شرکت سازنده: Dassault
نوع: پهپاد رزمی آزمایشی
حداکثر وزن برخاست: 6000 کیلوگرم
حداکثر سرعت افقی: 0/7 ماخ
شرکت داسو توسعه نمونه اولیه نیورون را با نام فرانسوی پتی داک (به معنای جغد کوچک) با هدف دستیابی- به فناوری ساخت پهپاد رزمی آغاز کرد. در نخستین مرحله از این پروژه پرندهای موسوم به ای وی ئی- دی در تاریخ 18 ژوئیه 2000 برای اولین بار به پرواز درآمد. فروند دوم از این خانواده که فاقد سطوح دم بود در ژوئن 2003 پرواز خود را انجام داد. نمونههای بعدی این خانواده با نامهای موین داک (جغد گوشدراز) به عنوان نمونه تاکتیکی چند منظوره و گِرَندداک (به معنای جغد شاخدار) به عنوان پهپاد رزمی عملیاتی در مقیاس واقعی با قابلیت حمل داخلی مهمات عرضه شدهاند.

کشور: کره جنوبی
شرکت سازنده KAI
نوع: پهپاد تاکتیکی کوتاهبرد
حداکثر وزن برخاست: 300 کیلوگرم
حداکثر سرعت افقی: 185 کیلومتر بر ساعت
پهپاد نایت اینترودر 300 نمونه ارتقاء یافته طرحی است که در سال 1991 توسط شرکت دِوُو با نام دویوسائه با حمایت آژانس توسعه دفاعی کره جنوبی عرضه شد و نخستین پرواز خود را در سال 1993 انجام داد. شرکت دوو در نمایشگاه هوایی سئول 1996 نمونه کاملتری از این پهپاد را با نام اکس اس آر-1 عرضه کرد. گزارشهای خبری در آن زمان حاکی از آن بود که این پهپاد در سال 1998 وارد خدمت عملیاتی نیروی زمینی کره جنوبی شده است. تکمیل توسعه نایت اینترودر 300 تا اوت 2000 به طول انجامید و بیش از 100 پرواز آزمایشی توسط آن انجام شد.

کشور: هلند
شرکت سازنده: ADE
نوع: تاککتیکی کوتاه برد
حداکثر وزن برخاست: 360 کیلوگرم
حداکثر سرعت افقی: 185 کیلومتر بر ساعت
برنامه توسعه این پهپاد در اوایل دهه 1990 میلادی آغاز شد. سه نمونه اولیه از آن تولید شد و نخستین پرواز در ژانویه 1995 صورت گرفت. نیشانت برای اولین بار در نمایشگاه هوایی هند در دسامبر 1996 به نمایش درآمد. شرکت هوافضایی تانجا تولید چهارده فروند از این پرنده را برای ارزیابی عملیاتی آغاز کرد. بر اساس برخی گزارشها، تلاش برای توسعه نمونه جت این پهپاد انجام شد اما تاکنون نتیجه نهایی آن اعلام نشده است. علیرغم حمایت اولیه از توسعه نمونههای کارآمدتر از این پهپاد، بروز پارهای مشکلات فنی در آزمایشهای عملیاتی اولیه منجر به آن شد که وزارت دفاع هند در اواخر سال 2006 برنامه توشعه نیشانت را لغو کند.

کتاب «یکصد پهباد نام آشنا».

منبع:راسخون
عبارت مهندسی سطح
واژه ی مهندسی، ریشه ی فرانسوی دارد و در گذشته نیز دارای معنی بوده است، در حالی که اکنون این واژه دارای معنای متعددی است. البته تمام این معانی، نزدیک به هم هستند. در گذشته، مهندسی یک مهارت بوده است، در حالی که اکنون، این واژه عمدتاً یک علم مرتبط با طراحی اشکال و یا خواص مواد و فرآیندهای تولید آنها می باشد.در اصل، مهندسی، در برگیرنده ی هنر ساخت استحکامات، پناهگاه ها و سایر المان های سیستم های دفاعی، می باشد. در قرن هجدهم و نوزدهم، در اروپا مهندسی نظامی و غیر نظامی، از هم جدا شدند. در زمان های بعد، مفهوم مهندسی به هنر طراحی و ساخت تمام انواع ساختارها (به استثنای ساختمان ها) تبدیل شد و بنابراین، مهندسی به شاخه های متنوعی از جمله مهندسی عمران، آب، مهندسی دریا، مهندسی بهداشت و جنگل داری، تقسیم شد.
بعد از جنگ جهانی دوم، اثر کشورهای آنگلوساکسون موجب شد تا تفکر آمریکایی در اروپا، گسترش یافته و جنبه ی جدیدی از مهندسی، به نام مهندسی اجتماعی، متولد گردد. اخیراً یک شاخه ی جدید از علوم، که مهندسی محیط زیست نامیده می شود، متولد شده است.
در طی قرن اخیر، مخصوصاً بعد از جنگ جهانی دوم بود که عبارت مهندسی گسترش یافت و برخی از نواحی دانش بشری را پوشش داد. این مسئله مخصوصاً در بخش هایی اتفاق افتاد که مربوط به تحقیقات کاربردی مانند علوم مربوط به عملیات های واحد مورد استفاده در صنایع شیمیایی و صنایع مربوطه، می باشد. این مقوله به علوم کاربردی مانند یافته های تئوری ژنتیک پرورش حیوانات، پرورش گیاهان و پزشکی، گسترش یافت.
ایجاد و استفاده از این مفهوم در زمینه های مختلف، منجر به گسترش مفهوم مهندسی شد و بدین صورت، مهندسی پزشکی، مهندسی الکترونیک، مهندسی برنامه نویسی، مهندسی ارتباطات، مهندسی هوافضا، مهندسی فرآیند، مهندسی مکانیک، مهندسی خوردگی و انواع دیگر از مهندسی ها، بوجود آمد.
در دهه ی 70، مفهوم مهندسی مواد ایجاد گردید که در واقع هدف آن بررسی اصول علمی مربوط به ساختار مواد، بهبود و حصول مواد جدید با خواص قابل تکرار است.
در این زمان، دانشکده ها و انستیتوهای و حتی آزمایشگاه های بررسی مواد، گسترش یافت.
از تعریف بالا، این مسئله به نظر می رسد که مهندسی مواد، درگیر بررسی ساختار و طراحی مواد مختلف مانند کامپوزیت ها، می باشد. به عبارت دیگر، این را نمی توان نتیجه گیری کرد که مهندسی مواد تنها درگیر بهبود و اصلاح خواص سطحی مواد می باشد.
این مسئله احتمالا به این دلیل است که عبارت مهندسی سطح، برای اولین بار در دهه ی 70، مورد استفاده قرار گرفت. در اوایل دهه ی 70، جامعه ی مهندسی سطح، وابسته به یک موسسه جوش در ابینگتن، افتتاح شد. در ابتدا، این جامعه عمدتاً بر روی جوانب مختلف جوشکاری و اسپری حرارتی کار می کرد ولی بعدها، مؤسسه ولفسون در دانشگاه بیرمنگام و به منظور بررسی کارهای مربوط به مهندسی سطح ایجاد شد. این مؤسسه در ابتدا عمدتاً بر روی مسائلی کار می کرد که مربوط به عملیات های نفوذی سطحی و ارتباط آن با تکنولوژی خلأ بود. این رویه، به صورت تدریجی گسترش یافت و به فعالیت ها و روش های دیگر مربوط به تشکیل لایه های سطحی، رسید.
در سال 1985، اولین نسخه ی فصلنامه "مهندسی سطح" بوسیله ی مؤسسه ی ولفسون انتشار یافت. این کار با مشارکت جامعه ی مهندسی سطح انجام شد. در سال 1987، یکی دیگر از فصلنامه های مربوط به تحقیقات علمی و طبیعت فنی، به چاپ رسید. این کار به صورت مشارکتی بوسیله ی دو ناشر، انجام شد: یکی مجله ی بین المللی سطح و دیگری مهندسی سطح. این فصلنامه ها، در مورد تکنولوژی های اسپری حرارتی، تشکیل لایه با استفاده از PVD و CVD، سخت کاری با استفاده از پرتوی لیزر، کاشت یونی، ساچمه زنی، آلیاژسازی سطحی بوسیله ی فرایندهای متداول و فرایند لیزری، و تکنولوژی های مربوط به تشکیل لایه ی سطحی و برخی از تکنولوژی های پوشش دهی، می باشد. مسائل مربوط به پوشش ها، مخصوصاً رنگ ها، آبکاری و انواع دیگر از روش های ایجاد پوشش، نیز بوسیله ی سایر انتشارات، پوشش دهی شدند.
در اکتبر 1986، در کنگره ی بین المللی عملیات حرارتی مواد در بوداپست، نام فدراسیون بین المللی عملیات حرارتی مواد، به فدراسیون بین المللی عملیات حرارتی مواد و مهندسی سطح، تغییر نام پیدا کرد. به دلایل واضح، هر دو فدراسیون و کنگره ها ترکیب شدند و این مسئله ترجیح داده شد که مسائل مربوط به عملیات حرارتی و سایر مباحث مربوط به مهندسی سطح، در این رویه مورد بررسی قرار گیرد.
در طی چند سال گذشته، بسیاری از کنفرانس های بین المللی، جلسات و بحث ها، اختصاص به مهندسی سطح و ارتباط آن با زمینه های دیگر علوم و تکنولوژی پیدا کرد.
موضوعات که مهندسی سطح را شکل دهی می کنند
مهندسی سطح تقریباً به عنوان یکی از ابزارهای قدیمی است که بوسیله ی بشر، مورد استفاده قرار گرفته است. از ابتدا تا اوایل دهه ی 70، بشر بر روی توسعه ی مهندسی سطح، کار کرده است. البته این مفهوم، تا سال های پیش، به عنوان یک مفهوم مجزا، تلقی نمی شود. عبارت مهندسی سطح، اگر چه در طی ده قرن مورد استفاده قرار گرفته است، هنوز هم تعریف نشده است.با راه های مخلتفی، تلاش شده است تا این مهندسی تعریف گردد و همچنین تلاش شده است تا این مباحث، گسترش یابد، مخصوصاً با دید گسترش روش های مربوط به تولید سطوح بهبود یافته. کتاب ها و هندبوک های مختلفی که منتشر شده است، تکنولوژی های قدیمی تر را که در مهندسی سطح، مورد استفاده قرار می گیرند، مورد بررسی قرار داده است. البته هندبوک های اندکی وجود دارد که در مورد روش های جدید تولید این پوشش ها و سطوح بهبود یافته، صحبت کند.
به زودی، مفهوم مهندسی سطح به عنوان روش های مختلفی تعریف شد که برای شکل دهی لایه های سطحی مورد استفاده قرار می گیرد. این تشکیل لایه پیش از قرارگیری نمونه در حالت سرویس دهی، می باشد. البته چیزی نمی توان در مورد لایه های سطحی گفت که در طی سرویس دهی تشکیل می شود. همچنین در مورد تحقیق و بررسی خواص یا مدل سازی این خواص برای کاربردهای مختلف، صحبت نشده است. حتی مقالات جدیدتر، نیز در مورد روش های جدید مربوط به مهندسی سطح، کمتر صبحت کرده اند.
امروزه، این آگاهی اندک در مورد مهندسی سطح، مورد مناسبی نیست. در واقع، این مسئله منجر به سخت شدن کار شده است. به همین دلیل، در طی سال های بین 1993 و 1995، مسائل مربوط به استفاده از لایه های سطحی، و طراحی آنها نیز وارد مقوله ی مهندسی سطح شد.
بر اساس تحقیقات انجام شده از دهه ی 80 به بعد، در مورد مهندسی سطح، تعریفی پیشنهاد شد:
مهندسی سطح یک شاخه از علم است که در بر گیرنده ی:
1) فرایندهای تولید لایه های سطحی، مطابق با اصطلاحات پذیرفته شده، لایه های سطحی و پوشش هایی می باشد که برای اهداف تکنولوژیکی و کاربردی، ایجاد شده اند.
2) پدیده های مرتبط
3) اثرات بدست آمده از آنها بر روی کارایی می باشد.
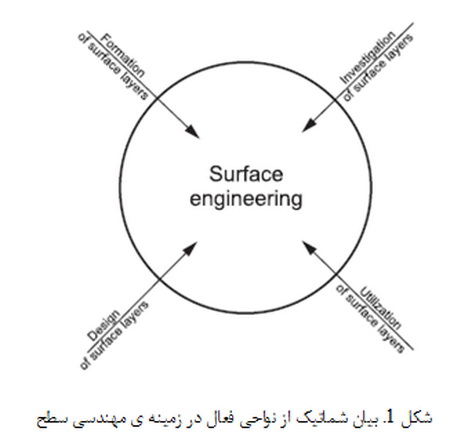
مهندسی سطح شامل تمام مسائل علمی و فنی است که با تولید لایه های سطحی پیش از استفاده نهایی یا در طی سرویس دهی، در ارتباط است (شکل 1). این زمینه از علوم همچنین شامل تحقیق بر روی پدیده های و خواص بالقوه ی لایه های سطحی و مسائل مربوط به طراحی این لایه ها، می باشد.
در مورد معنای بیان شده در بالا، مهندسی سطح دارای قرابت های قابل توجهی با علوم کاربردی است.
مهندسی سطح از مباحث زیر الهام گرفته است (شکل 2):
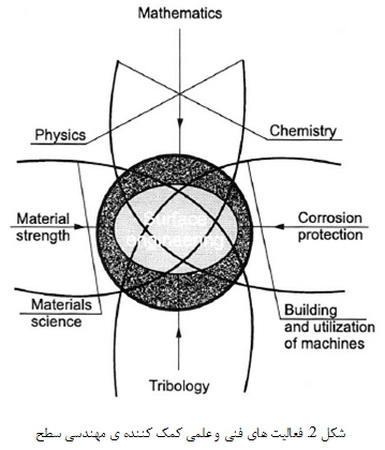
2) علوم کاربردی مانند:
• علوم مرتبط با علم مواد و مهندسی مواد، با تمرکز بر روی عملیات حرارتی
• ساخت و استفاده از ماشین آلات با تمرکز بر روی افزایش استحکام، خستگی، و مقاومت در برابر خوردگی و بهبود تریبولوژی
• مهندسی برق، الکترونیک، اپتیک، ترموکینتیک، علم مغناطیس و ...
هدف علم مواد و مهندسی مواد، ایجاد خواص سطحی است که بوسیله ی مهندسی سطح، بهبود یافته اند. داشتن اطلاعتی در مورد زیرلایه ی مورد استفاده، یکی از شرایط اساسی در تولید لایه های سطحی است.
خواص مربوط به لایه های سطحی تولید شده، بوسیله ی روش هایی ارزیابی می شود که در مهندسی سطح، استفاده می شوند. این خواص علاوه بر این، با استفاده از ماشین آلات و روش های ارزیابی مورد استفاده در مهندسی سطح نیز، ارزیابی می شوند. این روش ها، اغلب در مباحث تریبولوژی، محافظت در برابر خوردگی، ارزیابی استحکام ماده و ... مورد استفاده قرار می گیرند.
استفاده از لایه های سطحی یا محصولات آنها در طی سرویس دهی قطعه، مربوط به دوره ی خدمات می باشد و یکی از مسائل اولیه در زمینه ی تریبولوژی و محافظت در برابر خوردگی، می باشد.

منبع:راسخون
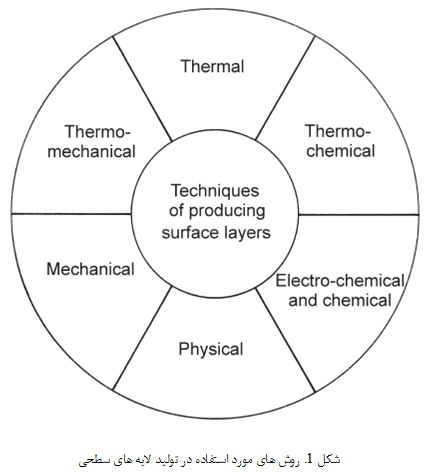
بسته به نوع اثرات مورد استفاده برای ایجاد لایه های سطحی، تمام روش های شکل دهی این لایه ها، ممکن است به 6 گروه اصلی تقسیم بندی شوند (شکل 1). روش های مکانیکی، ترمومکانیکی، گرمایی، ترموشیمیایی، الکتروشیمیایی و شیمیایی و فیزیکی.
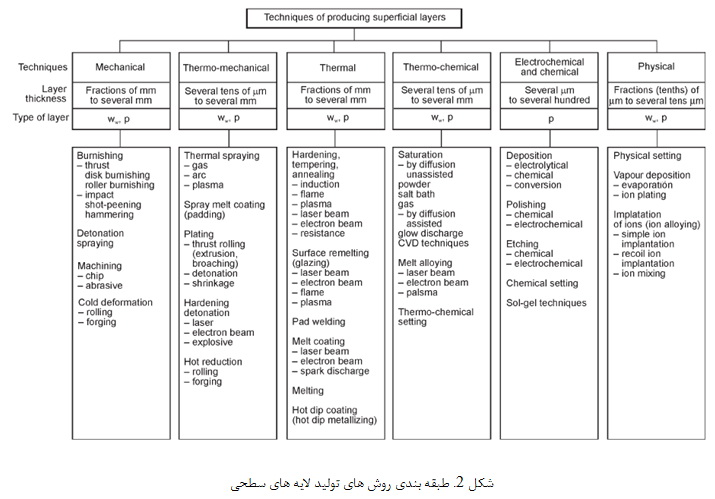
روش های مکانیکی
در روش های مکانیکی، اثر مورد استفاده، فشار یک ابزار یا انرژی کینتیکی، ابزار یا ذرات می باشد و بدین صورت، سخت کاری کرنشی لایه های سطحی یک فلز یا آلیاژ در دمای اتاق ایجاد می شود. بدین صورت، یک پوشش بر روی زیرلایه ی فلزی سرد، ایجاد می شود. این کار با روش های پرداخت کاری استاتیک، پرداخت کاری دینامیک، اسپری انفجاری و ماشین کاری، انجام می شود.پرداخت استاتیک
اعمال نیرو با استفاده از یک فشار متغیر یا ثابت بر روی سطح یک فلز هدف، با استفاده از یک ابزار، موجب می شود تا فلزی سخت تر، ایجاد شود. در این حالت، یک لایه ی سطحی سخت تر نسبت به زیرلایه، ایجاد می شود. پرداخت استاتیک، بر روی اشیایی انجام می شود که از آلیاژهای آهن با کربن و سایر عناصر، تشکیل شده اند. البته این روش، در مورد سایر فلزات و آلیاژها نیز استفاده می شود و بدین صورت، استحکام خستگی نمونه ها، بهبود می یابد. ضخامت لایه ی سخت شده، ممکن است به چند میلی متر نیز برسد.پرداخت دینامیک (ضربه ای)
استفاده از انرژی کینتیک ذرات فولاد، سرامیک و شیشه که به صورت گلوله یا صفحات کوچک هستند (که بواسطه ی نیروی گریز از مرکز، اعمال می شوند)، موجب می شود تا لایه های سطحی سختی ایجاد شوند. این کار با استفاده از انرژی حاصله از گازهای انفجاری و یا اعمال نیرو با ابزارهای چکشی، انجام می شود. ضخامت این لایه، معمولاً کمتر از ضخامت ایجاد شده با روش پرداخت استاتیک است در حالی که کاربردهای آن، مشابه است. در برخی موارد، پرداخت دینامیک، همچنین به عنوان روشی برای ایجاد تنش های فشاری، استفاده می شود و بوسیله ی آن، اجسام با دیواره ی نازک، تولید می شود.اسپری انفجاری یا رسوب دهی انفجاری
این فرایند مشابه با فرایند اسپری حرارتی است و در آن از انرژی کینتیکی ذرات برای تولید پودر فلزی یا سرامیکی استفاده می شود. از این ذرات برای ایجاد پوشش های با خواص مختلف بر روی زیرلای های فلزی، استفاده می شود. این فرایند با حرارت دهی اندک سطح، همراه است. پودر مواد پوششی، فلزی و آلیاژهای آنها، ترکیبات فلزی، کامپوزیت های فلزی- سرامیکی، معمولاً ریزتر از آن حدی هستند که اسپری حرارتی، استفاده شوند. ضخامت پوشش ایجاد شده در این روش، معمولاً بین 0.3 تا 0.4 میلی متر است، اگر چه در برخی موارد، حتی این ضخامت به یک میلی متر نیز می رسد. کاربرد این پوشش ها، مشابه پوشش های تولید شده با روش اسپری است اما پوشش های تولید شده با روش اسپری حرارتی، دارای خواص بهتری هستند.ماشین کاری
این فرایندد، فرایندی است که در آن، جسم شکل دهی شده و ابعاد و سطح نهایی آن تعیین می شود. ماشین کاری معمولاً همراه با سخت شوندگی لایه ی سطحی است، اگر چه این سختی مد نظر نبوده است. با استفاده از ماشین کاری، یک سطح صاف بدست می آید. بسته به هندسه ی ابزارهای برش، ما موارد زیر را باید در نظر بگیریم:ماشین کاری با کمک تراشه برداری که همراه با یک تعداد تعریف شده از لبه های برشی، انجام می شود. این ابزارهای برش، دارای هندسه ی مشخصی هستند و به صورت چرخشی، برداره برداری، رنده برداری، ایجاد شکاف و ... عمل می کند.
عملیات سایش که با استفاده از دانه های متعدد از مواد ساینده انجام می شود. این لبه های ساینده، دارای شکل رندوم هستند.
سنگ زنی که در واقع از بین بردن ناهواری های سطحی با کمک چرخ های ساینده و یا روش های الکتریکی می باشد. این روش ها با پولیش کاری و دمش ذرات ساینده و یا جریانی از سوسپانسیون مواد ساینده در یک مایع می باشد.
روش های ترمومکانیکی
در روش ترمومکانیکی، از اثرات ترکیبی حرارت و فشار به منظور ایجاد پوشش و یا لایه ی سطحی سخت استفاده می شود. روش های مورد استفاده در این روش، عبارتند از اسپری، آبکاری، سخت کردن انفجاری و تغییر شکل پلاستیک.اسپری حرارتی
پوشش های با جنس مختلف (معمولاً فلزی) با یک لایه از مواد پوششی، با استفاده از پراکنده سازی پنیوماتیکی ذرات ریز در داخل شعله، ایجاد می شود. شعله موجب افزایش سرعت این ذرات می شود. این کار می تواند در اتمسفر هوا و یا در خلأ انجام شود. این انرژی موجب می شود تا فشار مناسبی بر روی سطح پوشش ایجاد شود و موجب شود تا چسبندگی مناسبی بین پوشش و زیرلایه ایجاد گردد. زیرلایه در این روش، معمولا در دماهای پایینی قرار دارد. این دما از 150 درجه ی سانتیگراد، بیشتر نمی شود. مواد پوششی که با این روش اعمال می شوند، معمولاً عبارتند از: فولادهای آلیاژی، روی، آلومینیوم و آلیاژهای آن، مس، قلع، سرب، نیکل، برنج، کادمیوم، بیسموت، کبالت، کروم، تنگستن، تیتانیوم، مولیبدن، کامپوزیت های نیکل- کروم، کبالت- کروم، نیکل- آلومینیوم، سرب- روی، کاربید تنگستن، آلومینا، اکسیدهای تیتانیوم و مواد مصنوعی دیگر، می باشد. ضخامت لایه های اعمالی با این روش، در گستره ی 50 تا 1000 میکرون است. پوشش های تولید شده با روش اسپری، عمدتاً برای محافظت ماشین آلات و ساختارهای فولادی در برابر خوردگی اتمسفری و افزایش مقاومت در برابر گازهای خورنده، استفاده می شوند.وقتی فلزات به عنوان مواد پوششی استفاده می شوند، فرایند فلزی کردن با اسپری، نامیده می شود. پوشش های تولید شده با روش اسپری، ممکن است تحت عملیات حرارتی، قرار گیرند.
ایجاد لایی ها با اسپری
رسوب دهی با اسپری لایه ی فلزی بر روی یک زیرلایه ی فلزی بوسیله ی روش های جوشکاری (مثلاً ذوب سطحی زیرلایه و چسباندن یک بخش به سطح) انجام می شود. پیوند میان لایه ی مذاب و زیرلایه، دارای طبیعت متالورژیکی است. ایجاد لایی با اسپری، به منظور ذخیره سازی و بهبود خواص تریبولوژیکی و ضد خوردگی، انجام می شود.ایجاد روکش فلزی
در این روش، پوشش دهی فلز زیرلایه بوسیله ی یک فلز یا آلیاژ دیگر، با اعمال فشار خارجی بر روی لایه ی پوشش دهنده در دماهای نسبتاً بالا، انجام می شود. ما دو نوع از روکش دهی فلزی را تقسیم بندی کرده ایم. یکی از موارد، ایجاد روکش فلزی استاتیک (مانند نورد، پرس، برقو زدن یا پرداخت) و دیگری، ایجاد روکش با روش انفجار و انقباض می باشد. مواد ایجاد کننده ی روکش، اغلب از موادی همچون، آلومینیوم و آلیاژهایش، بیسموت، فولادهای کروم دار، نیکل، فولاد ابزار، مس و آلیاژهایش، فلزات گران بها، مونل فلزی، آلیاژ هاست (Hastalloy)، اینوار (Invar)، مولیبدن و آلیاژهایش، نیوبیوم، نیکل، قلع، تانتالیوم و تیتانیوم، می باشند. ضخامت پوشش در گستره ی چند میکرون تا چند میلی متر می باشد. ایجاد روکش عمدتاً به منظور بهبود مقاومت در برابر خوردگی اتمسفری و خوردگی ناشی از گازهای خورنده در دماهای بالا می باشد. در موارد نادری نیز، این پوشش ها ممکن است برای بهبود خواص تریبولوژیکی، الکتریکی و گرمایی و گاها برای دکوراسیون، استفاده شوند.سخت کردن بوسیله ی انفجار
در این روش، سخت کنندگی یک فلز یا آلیاژ بوسیله ی ایجاد موج های شوک دهنده، انجام می شود. این موج ها بوسیله ی تبخیر ناگهانی ماده ی زیرلایه در زمانی انجام می شود که جریان بالایی از الکترون ها در میان نمونه و پوشش، انتقال می یابند. این مسئله موجب افزایش دمای زیرلایه و یا ایجاد انفجار در مخلوط انفجاری می شود. این نوع از سخت کنندگی، در اصل، هنوز در سطح آزمایشگاهی است.تغییر شکل پلاستیک
این فرایند موجب شکل دهی نمونه می شود و بر روی خواص فیزیکوشیمیایی ماده، ساختار و میزان زبری سطحی نمونه اثر می گذارد. البته این فرایند موجب ایجاد تنش های باقیمانده در نمونه می شود. بسته به دما، ما انواع مختلفی از تغییر شکل را داریم:تغییر شکل گرم: این فرایند در دماهای بالا انجام می شود و بدین صورت ری کریستالیزاسیون ماده ی در حال شکل دهی، اتفاق می افتد.
تغییر شکل سرد: این فرایند در دماهایی انجام می شود که ری کریستالیزاسیون، اتفاق نمی افتد بلکه تنها کاهش در ابعاد و کرنش سختی اتفاق می افتد.
بسته به نوع تغییر شکل ایجاد شده، ما این روش ها را به صورت زیر طبقه بندی می کنیم:
نورد: در این روش، ماده بین نورد قابل تنظیم، شکل دهی می شوند.
فرج کردن: وقتی ماده در فرایند فرج قرار می گیرد، ماده در واقع به شکل یک بلوک در می آید و یا با اعمال فشار استاتیک، دچار کاهش سطح مقطع می شود، یا بوسیله ی چکش و یا ماشین های خاص و یا پرس، تغییر شکل می دهد. با اصلاح فرایند فرج، فرایندهای اکستروژن، کشش و فشار، ابداع شده است.
روش های گرمایی
روش های گرمایی از اثرات مربوط به دما بر روی ماده، استفاده می کند. این اثرات عبارتند از:تغییر ریزساختار ماده ی فلزی در حالت جامد (سخت کاری، تمپر و آنیل)
تغییر در حالت تجمع ماده
انتقال از حالت جامد به حالت مایع و دوباره به حالت جامد.حصول یک فلز جامد و یک پوشش از طریق ذوب ماده
سخت کاری، تمپر و آنیل
این فرایند درگیر تغییر در ریزساختار ماده ی فلزی در حالت جامد می باشد. بدین وسیله، تغییرات مناسبی در خواص مکانیکی، شیمیایی و فیزیکی لایه ی سطحی، ایجاد می شود ولی تغییردر ترکیب شیمیایی ماده ایجاد نمی شود. این فرایندها، شامل حرارت دهی القایی، شعله ای، پلاسما، باریکه ی الکترونی و حرارت دهی مقاومتی است. بعد از این گرم کردن، یک فرایند سرمایش با نرخ مناسب، انجام می شود.
ایجاد لایه ی پوشش با استفاده از مذاب
سطح یکنواخت و صافی از فلز بر روی جسم ایجاد می شود. در این روش، فلز یا پوشش غیر فلزی، موجب آب بندی زیرلایه می شود و بدین صورت، یک ساختار آمورف از پوشش ایجاد می شود. لایه ی ایجاد شده در این روش، دارای خاصیت فیزیکی- شیمیایی متغیر در عرض خود می باشد. البته ایجاد ساختار آمورف در این پوشش ها، تنها با افزایش نرخ سرد کنندگی، قابل حصول می باشد. این فرایند می تواند بوسیله ی حرارت دهی با لیزر، پلاسما، شعله و باریکه ی الکترونی، انجام شود.
جوشکاری لایی
یک اصلاح سطحی با استفاده از سری های جوشکاری است که موجب همپوشانی زیرلایه ی فلزی با یک لایه از ماده ی آلیاژی می شود و بدین صورت، یک پوشش با خواصی ایجاد می شود که یکی از شروط زیر را دارد:مشابه تعمیر بخش های فرسوده می باشد.
مشابه حالتی که این زیرلایه ها، موجب افزایش عمر مفید قطعه می شوند، نیست.
جوشکاری لایی موجب می شود تا زیرلایه، به طور جزئی ذوب شود و این مسئله اجازه می دهد تا پوشش به صورت متالورژیکی، به زیرلایه بچسبد. جوشکاری لایی با استفاده از روش های جوشکاری، انجام می شود. این پوشش ها عمدتاً با روش حرارت دهی قوسی یا شعله ی اکسی استیلن، انجام می شود. مواد مورد استفاده برای جوشکاری لایی و برای ایجاد پوشش های با خواص ویژه، عبارتند از: کربن و فولادهای آلیاژی، فولادهای آستنیتی با منیزیم، کروم و نیکل بالا، فولادهای کروم دار و کروم تنگستن، فولادهای تند بر، چدن های با کروم بالا، آلیاژهایی مانند Co-Cr-W، Ni-Cr-B، Ni-Mo و کاربیدهای زینترشده. ضخامت لایه ی جوشش داده شده در این بخش ها، معمولاً به چند میلی متر نیز می رسد. در گذشته، جوشکاری لایی، به عنوان یک روش اصلاح کننده ی برای روکش کاری، محسوب می شود.
پوشش کاری مذاب
در این روش، از باریکه ی لیزری، باریکه ی الکترونی، تخلیه ی جرقه ای، برای حرارت دهی و رسوب دهی یک پوشش استفاده می شود. این پوشش ها معمولاً از جنس فلز (Al، Ni، Si)، آلیاژهای فلزی (مانند Cr-Ni، Cr-B-Ni)، ترکیبات بین فلزی (بوریدها، نیتریدها، کاربیدها)، سرامیک ها یا فلز- سرامیک ها و بر روی سطوح یک فلز یا آلیاژ، اعمال می شوند. در این مورد، خواص هر فلز یا آلیاژ، متفاوت است. این پوشش ها، معمولاً پوشش هایی هستند که به دلیل مقاومت حرارتی، مقاومت به خوردگی و اسید، مقاومت در برابر ایروژن دما بالا، خاص می باشند. به عنوان مثال، آلیاژهای کبالت ممکن است بوسیله ی آلیاژهای نیکل، پوشش دهی شوند تا بدین صورت، سوپرآلیاژهای مقاومت در برابر خوردگی، ایجاد شوند. در مثالی دیگر، آلیاژهای آلومینیوم- سیلیکون، بوسیله ی سیلیکون، پوشش داده می شوند. ضخامت پوشش ها در این روش ها ممکن است به چندین میلی متر برسد و کیفیت پوشش حاصله، بهتر از پوشش های تولید شده با روش اسپری حرارتی می باشد. پوشش های فلزی برخی اوقات، به عنوان یک اصلاح کننده ی پوشش های ایجاد شده با روش روکش کاری، در نظر گرفته می شوند.ذوب کردن
در این روش، لعاب پودری به صورت متراکم در می آید و بعد از ذوب شدن، به زیرلایه می چسبد. زیرلایه ی فلزی در این مورد، معمولاً صفحات فولادی، چدن و فولاد ضد زنگ است. این لعاب ای پودری به صورت خشک یا تر رسوب دهی می شوند. پودر لعاب معمولاً به صورت اکسیدهای فلزی مانند فلورید، برومات و سیلیکات است. این نوع از پوشش ها، می توانند زیرلایه را در برابر خوردگی، محافظت کرده و موجب افزایش میزان زیبایی نمونه شود. ذوب شدن بوسیله ی پخت در دمایی بین 850 تا 950? انجام می شود. ضخامت لعاب حاصله با این روش، در گستره ی یک میلی متر تا چند میلی متر است. این پوشش ها بر روی وسایل آشپزخانه، تجهیزات بهداشتی، مخازن و دستگاه انتقال مواد شیمیایی، مواد غذایی و دارو اعمال می شود و بدین صورت، اطمینان حاصل می شود که این قطعات، در برابر آب و مواد مایع خورنده و گازهای خورنده در دمای بالا، مقاوم هستند.پوشش دهی گرم با روش غوطه وری
این فرایند شامل انجماد یک ماده ی پوشش دهنده ی فلزی بر روی سطح نمونه می باشد. این پوشش با روش غوطه وری، اعمال می شود. انجماد در این فرایند بر روی سطح نمونه و پس از خروج نمونه از حمام انجام می شود. با این کار، یک پوشش چسبنده بر روی نمونه ایجاد می شود. با این روش، توانایی تولید پوشش های قلعی، لایه های قلع- سرب، مس و کادمیوم، قابل حصول می باشند.روش های ترموشیمیایی
در روش های ترموشیمیایی از اثرات ترکیبی زیر استفاده می شود:حرارت دهی و فعال سازی شیمیایی بوسیله ی یک واسط بر روی فلز عمل آوری شده، به منظور اشباع آن با عنصر یا عناصر خاص، ایجاد تغییرات مناسب در ترکیب شیمیایی و ریزساختار لایه ی سطحی.
حرارت دهی و فعال سازی فاکتورهای شیمیایی بر روی مواد پوشش به منظور سخت کردن آن.
بسته به حالت شیمیایی واسط، ما روش های زیر را دسته بندی کردیم:
حالت پودری
حالت خمیریحالت حمام (حمام شامل اجزای فوق اشباع مانند حمام نمک برای کربوریزاسیون یا نیتریداسیون یا حمام شامل ترکیبات فلزی اشباع می باشد)
گاز (مخلوطی از هیدروکربن ها
در مورد حمام هایی که ترکیب آنها از فلزات اشباع مذاب است، وقتی پوشش دهی زیرلایه در دماهای بالاتر از نقطه ی ذوب مواد پوشش دهنده، انجام می شود (مانند دمای ذوب آلومینیوم، روی، روی- آلومینیوم)، این روش را روش غوطه وری گرم نامیده می شود. لایه ی سطحی به طور نمونه وار از یک لایه ی فلزی پوششی و یک لایه ی نفوذی میانی، تشکیل شده است.اشباع بوسیله ی نفوذ (آلیاژسازی نفوذی)
در این فرایند، لایه های سطحی بواسطه ی نفوذ، از اتم ها یا یون های خاصی، اشباع می شوند. این مسئله موجب افزایش خواص تریبولوژیکی، مقاومت در برابر خستگی و مقاومت در برابر خوردگی می شود. این فرایند عمدتاً به دما، زمان و غلظت محیط نفوذی، وابسته است.دو نوع اشباع نفوذی مختلف، وجود دارد:
اشباع نفوذی معمولی که بدون مشارکت فاکتورهای اضافی، انجام می شود. این فرایند زمان زیادی نیاز دارد که معمولاً این زمان، بیشتر از چند ده ساعت می باشد. این مسئله در حالی است که محیط نفوذی در این مورد، ممکن است، جامد، مایع و یا گاز باشد. به طور نمونه وار، عناصری که در این محیط ها، حالت اشباع دارند، عبارتند از کربن، نیتروژن، کروم، تیتانیوم، سیلیکون، گوگرد، نیوبیوم، وانادیوم، آلومینیوم و روی. آلیاژهای اشباع شونده با این روش، عبارتند از فولاد و چدن. برخی اوقات نیز فلزات خالص تجاری مانند نیکل، کبالت، تیتانیوم، مولیبدن، تنگستن، تانتالیوم نیز با این روش، اشباع می شوند. ضخامت لایه ی نفوذی در این روش، به دما و زمان وابسته است و معمولاً بین 0.1 تا 0.3 میلی متر است. در اشباع معمولی، می توان از تمام عملیات های ترموشیمیایی متداول، استفاده کرد مخصوصاً برای فرایندهایی که در دمای بالا، انجام می شود. در اصل، این روش برای افزایش سختی ترکیبات و ابزارآلات، استفاده می شود و با استفاده از این روش، می توان، میزان مقاومت در برابر سایش و خوردگی، را بهبود داد.
اشباع نفوذی با کمک فاکتورهای دیگر: در این روش، از مشارکت یک فاکتور فعال سازی دیگر، برای ایجاد نفوذ، استفاده می شود. زمان انجام این پوشش دهی، کوتاه تر از روش اشباع نفوذی معمولی است و تنها چند ساعت برای انجام فرایند، زمان کافی است. این کار ممکن است تنها در فاز گازی، انجام شود. این روش، برخی اوقات، عملیات ترموشیمیایی نامیده می شود. این روش با اصلاح سطحی انجام می شود و در اصل، به آن روش های CVD گفته می شود. این روش ها در دماهای پایین تری نسبت به فرایندهای نفوذی معمولی، انجام می شود. علت پایین بودن دمای پوشش دهی، موارد زیر است:
انتخاب اتمسفرهای گازی مناسب و استفاده از ترکیبات با دمای ذوب و تجزیه ی پایین
کاهش فشار به فشارهایی بین 500 تا 1000 Pa. این روش را روش CVD فشار پایین نامیده می شود.
فعال سازی الکتریکی محیط گازی با روش تخلیه ی درخشان و یا جریان های فرکانسی بالا. این روش را روش CVD فعال سازی شده می نامند. این روش برای اجزا و قطعه های ماشین، استفاده می شود. این لایه ها، که در این روش تولید می شوند، دارای ضخامتی بین 0.01 و 0.02 میلی متر می باشد و ممکن است از یک ماده ( کاربید، نیترید یا اکسید آهن، کروم، تیتانیوم و کاربید تیتانیوم) یا چند ماده (لایه ی ترکیبی) تشکیل شده باشند. این روش ها برای پوشش دهی ابزارها (عمدتا سری های کاربیدی زینتر شده) یا اجزای ماشین استفاده می شود و با این روش، می توان مقاومت به سایش در این قطعات را بهبود داد.
فرایند اشباع، شامل مخلوط شدن عناصر آلیاژی با لایه ی سطحی مذاب می باشد که با نفوذ جزئی، همراه است. این فرایند آلیاژسازی ذوبی، نامیده می شود.
گیرش ترموشیمیایی
این فرایند شامل انتقال رزین های ترموست، با استفاده از یک روش خاص و ایجاد پوشش بر روی زیرلایه می باشد. این رزین، یک لایه ی ترموست ایجاد می کند و با اعمال حرارت، این رزین به صورت شیمیایی واکنش می دهد و یک پوشش رنگی ایجاد می شود.
منبع:راسخون
روش های الکتروشیمیایی و شیمیایی
در روش های الکتروشیمیایی و شیمیایی، چندین اثر ممکن است مورد استفاده قرار گیرد. برای رسوب دهی پوشش فلزی یا رسوب دهی پوشش های غیر فلزی بر روی سطح یک فلز، سطح فلزی پولیش وتمیزکاری می شود. کار تمیزکاری می تواند با استفاده از عوامل شیمیایی انجام شود. در مورد پوشش های رنگی، سایر عوامل شیمیایی مورد استفاده قرار می گیرند. پوشش های بدست آمده با این روش، دارای خواصی هستند که نسبت به فلز پوشش داده شده با روش های دیگر، مزیت دارند. این خواص، عبارتند از مقاومت به خوردگی، مقاومت به سایش، برخی خواص فیزیکی- شیمیایی مانند رنگ، درخشش، انعکاس و ... . این پوشش ها اغلب با روش حمام تولید می شوند یعنی غوطه وری یک قطعه در داخل یک الکترولیت، یک حمام شیمیایی، رنگ یا یک سل. همچنین این پوشش ها با روش اسپری و روش های پوشش دهی چرخشی نیز اعمال می شوند.رسوب دهی الکترولیتی
این روش ما را قادر می سازد تا پوشش های فلزی و یا آلیاژی ایجاد کنیم. این پوشش ها نتیجه ای از کاهش یون های فلز پوشش دهنده به دلیل اعمال جریان الکتریسته در کاتد می باشد. پوشش های بدست آمده با این روش، ممکن است پوشش های تک لایه، با ضخامتی بین 0.3 و 300 میکرون، و پوشش های چند لایه با ضخامت متغیر باشند. متداول ترین پوشش های فلزی، اعمال شده با این روش، عبارتند از کروم، روی، قلع، کبالت، ایندیوم و آلیاژهای Sn-Pb، Sn-Ni، Sn-Cd، Zn-Ni، Cu-Zn، Ni-Fe، Ni-Co، Ni-P، Co-P، Co-W، برنج. این پوشش ها به صورت منفرد و یا ترکیب با سایر پوشش ها مورد استفاده قرار می گیرند. هدف استفاده از این پوشش ها اغلب افزایش مقاومت در برابر خوردگی و اهداف دکوراسیونی است. در مورد برخی از شاخه های تکنولوژی، مانند تعمیر اجزای ماشین ها، لایه های میانی در الکترونیک، کاربردهای نظامی خاص، آبکاری الکتریکی مورد استفاده قرار می گیرد. روش تامپون (tampon technique) موجب می شود تا بتوانیم رسوب دهی انتخابی فلزات میکروکریستالی یا پوشش های آلیاژی را بر روی بخش هایی از قطعات بزرگ، انجام دهیم. با اعمال برخی اصلاحات بر روی الکترودها، این روش همچنین قابلیت حصول پوشش های با خواص ویژه در زیرلایه های فلزی و غیر فلزی مثلا شیشه ها، پلاستیک و سرامیک را مهیا می کند. علاوه بر زمان های پوشش دهی 10 تا 20 برابر کوتاهتر، هزینه ها و میزان مصرف پایین تر مواد و میزان مصرف انرژی پایین تر، روش تامپون موجب ایجاد یک ساختار آمورف و بی نظم می شود که دارای میزان هیدروژن کمتر است. در نهایت، روش تامپون همچنینی قادر به رسوب دهی پوشش های سرامیکی- فلزی را دارد.رسوب دهی شیمیایی (الکترولس)
این روش قادر است تا پوشش های فلزی و یا آلیاژی را بر روی فلز یا آلیاژ ایجاد کرد. این پوشش، نتیجه ای از تبادل، تماس و یا کاهش الکترون هاست. این کار با مشارکت و یا بدون مشارکت کاتالیست انجام می شود. تبادل و تماس برای رسوب دهی پوشش های قلع، مس و نیکل، استفاده می شوند. روش تماس، بدون استفاده از کاتالیست، برای رسوب دهی پوشش های نقره استفاده می شود، در حالی که طلا بوسیله ی روش تبادل و کاهش با کاتالیست، پوشش دهی می شود. در بیشتر موارد، رسوب دهی با عوامل کاهنده انجام می شود، بدون استفاده از کاتالیست. این پوشش دهی در حمام ها و یا بوسیله ی اسپری کردن، انجام می شود. این روش برای پوشش دهی پوشش هایی مانند نیکل، بر روی زیرلایه هایی استفاده می شود که پوشش دهی آنها با استفاده از الکتروپلیتینگ، سخت است. نقره، مس، برنج و یا نارساناهایی مانند شیشه و پلاستیک، نیز با این روش، پوشش دهی می شوند. اعمال پوشش اهی طلا بر روی مس و برنح، کبالت و مس بر روی پلاستیک، Pd، Pt، Sn بر روی Cu و یا بر روی آلومینیوم، بیسموت، و فولاد، پوشش دهی نقره بر روی شیشه، نیز با این روش قابل انجام می باشد. ضخامت لایه ی ایجاد شده با این روش، در حدود 5 تا 20 میکرون است. هدف اصلی این کاربردها، افزایش مقاومت به خوردگی و ایجاد لایه ی خارجی بر روی چدن و فولاد، پیش از ایجاد لعاب بر روی آنها، می باشد.رسوب دهی تبدیلی
رسوب دهی تبدیلی یکی از فرایندهای هنری و کنترل شده خوردگی فلز یا آلیاژ و یا عملیات های الکتروشیمیایی است. این کار، نتیجه ای از تشکیل یک سطح پوششی است که به طور عملی، در آب و یا در محیط های راه اندازی، عایق هستند. این مسئله موجب می شود تا چسبندگی مناسبی بین مواد زیرلایه ایجاد شود و خواص دی الکتریک مناسب، ایجاد گردد. این روش، ترکیبی از ماده ی زیرلایه با محلول معرف می باشد. در این روش، اجسام به روش غوطه وری یا اسپری، پوشش داده می شوند. با این روش، می توان کرومات، فسفات، اکسید، اکسالات و سایر پوشش ها را ایجاد کرد. بسته به نوع حمام و زیرلایه ی مورد استفاده، پوشش ها ممکن است دارای ترکیب، رنگ و خواص مختلفی داشته باشند. ضخامت این پوشش ها در گستره ی چند میکرون تا چند صد میکرون است. پوشش های تبدیلی، برای ایجاد مقاومت در برابر خوردگی و همچنین:بهبود چسبندگی پوشش های رنگی بر روی فولاد، روی و آلومینیوم
بهبود خواص سایر پوشش ها
فعال سازی نفوذ نیتروژن در فولاد، تسهیل تغییر شکل سرد فولاد، عایق کاری الکتریکی زیرلایهکاهش اصطکاک (پوشش های روانساز)
افزایش میزان زیبایی سطحی (پوشش های دکوراسیونی)پوشش های فسفاتی دارای کاربردهای گسترده ای است (پوشش دهی صفحات فولادی، پیش از اعمال رنگ). همچنین پوشش های اکسیدی نیز کاربردهای زیادی برای اجزای ماشین ها، ابزارآلات، و اسلحه پیدا کرده است.
پولیش کاری
عملیات تکمیلی با هدف حصول سطحی صاف و همچنین ایجاد درخشش بر روی سطح، انجام می شود. این عملیات ها، در یک حمام الکترولیتی یا شیمیایی انجام می شود. این روش شامل انحلال انتخابی ناهمواری ها می باشد، در حالی که ریزساختار بدون تغییر باقی می ماند.پولیش شیمیایی (پولیش الکترولس، سفید کاری شیمیایی)
سفید کاری و پولیش جزئی، بوسیله ی انجام عملیات بر روی فلزات و آلیاژها انجام می شود. این فلزات و آلیاژها عمدتاً از خانواده ی آلومینیوم و آلیاژهای آن می باشند. این کار در حمام با عوامل اکسید کننده (در اصل اسیدهایی مانند ارتوفسفوریک، نیتریک اسید، سولفوریک اسید و استیک اسید) انجام می شود. بوسیله ی این کار، ظاهری جذاب در فلز، ایجاد می شود.یکنواخت سازی سطح با کمک روش های الکترولیتی و سفیدکاری
این عملیات ها، بوسیله ی اعمال فرایندهایی بر روی فلزات و آلیاژها انجام می شود. این کار با استفاده از الکترولیت های انتخابی و شرایط اعمال جریان، انجام می شود. شیئی که در بخش آند قرار دارد، پولیش کاری می شود. این عملیات، موجب تغییر در تنش های باقیمانده ی سطحی نمی شود. این روش برای حصول براقیت بالا و آماده سازی زیرلایه برای انجام عملیات های دکوراسیون خاص، انجام می شود.اچ کردن
حذف لایه های رسوبی، زنگ، اکسیدها و نمک های قلیایی از سطح فلزات و آلیاژها با این روش انجام می شود. این عملیات پیش از رسوب دهی پوشش های الکتروپلیتی انجام می شود. این کار می تواند به صورت زیر انجام شود:روش های شیمیایی (الکترولس): غوطه وری در محلول های اسیدی، واکنش با اکسید فلزات.
روش های الکترولیزی: در فرایند الکترولیتی، فلز ممکن است بوسیله ی آند یا کاتد واقع شدن، در محیط اسیدی واقع شوند.
گیرش شیمیایی
این روش ما را قادر می سازد تا پوشش های رنگی را بر روی مواد مورد نظر ایجاد کنیم. این گیرش شیمیایی نتیجه ای ازاکسیداسیون در دمای معمولی و دماهای بالا، به محض تماس اکسیژن هوا با این ماده. این کار با اکسیداسیون ناگهانی و یا پلیمریزاسیون اکسیدی مواد رشته ای.
ایجاد پیوند عرضی بدون مشارکت اکسیژن، در رزین های ترموست در دماهای معمولی. این کار به دلیل پلیمریزاسیون زنجیره ای، تراکمی، یا پلیمریزاسیون افزایشی انجام می شود. این کار تحت تأثیر عوامل واکنشی مانند کاتالیست ها و سایرعوامل، انجام می شود.
ژله ای شدن یا تشکیل پوشش با روش سل ژل
سنتز دما پایین مواد پوشش دهند با روش سوسپانسون کلوئیدی و ایجاد فاز ژله ای را فرایند سل ژل گویند. این فرایند در واقع تشکیل یک سل، تبدل آن به ژل و سپس عملیات حرارتی ژل حاصله، می باشد. این سل یک محلول هموژن می باشد که یک پیش ماده ی با حل شوندگی بالاست. این ماده با آب مخلوط می شود و بعد از عمل آوری با اسید، سل به ژل تبدیل می شود. ماده ی بدست آمده، سپس خشک و حرارت دهی می شود. سرامیک حاصله در دمایی در حدود 500 ? پخت می شود و یک پوشش کریستالی تشکیل می دهد. این ممکن است که با استفاده از این روش، پوشش هایی با ضخامت های مختلف تولید کرد. این مسئله همچنین ممکن است که پوشش های چندلایه را با استفاده از این روش، تولید نمود. مزیت این روش، سادگی وسایل مورد نیاز، امکان کنترل دقیق ریزساختار پوشش رسوبی، تشکیل پوشش های مختلف مانند پوشش های ضد خوردگی، ضد انعکاس، پوشش های با خاصیت کاتالیستی، دی الکتریک می باشد.روش های فیزیکی
در روش های فیزیکی، تولید پوشش های آلی (از طریق گیرش) یا فلزی و یا سرامیکی (از طریق رسوب دهی) بر روی سطوح فلزی و یا غیر فلزی، با و بدون باند نفوذی یا چسبنده، یا ایجاد لایه ی سطحی، موجب می شود تا بتوان از اثرات فیزیکی مختلف، استفاده کرد. این کار ممکن است تحت فشار اتمسفر یا تحت فشار پایین گاز انجام شود.گیرش فیزیکی (خشک کردن): این روش شامل انتقال ماده ی تشکیل دهنده ی پوشش، رسوب دهی با یکی از روش های متداول، و تولید یک پوشش رنگ مانند می باشد.
رسوب دهی فیزیکی از فاز بخار (PVD)
رسوب دهی فیزیکی از فاز بخار فلزات و یون ها در خلأ شامل موارد زیر است:تبدیل مواد رسوب دهنده به حالت بخار با استفاده از یکی از روش های حرارت دهی مانند حرارت دهی مقاومتی، قوس الکتریکی و باریکه ی لیزر یا باریکه ی الکترونی، می باشد.
ورود گاز
یونیزاسیون فلز و بخارات گازیرسوب دهی بر روی سطح زیرلایه ی سرد یا گرم
این فرایند همراه با استفاده از اثرات الکریکی نیز می باشد. یک مثال از این روش، روش PAPVD می باشد. این فرایند، PVD با کمک تخلیه ی نورانی است.
وقتی بخارات فلزی بر روی زیرلایه ی سرد، کریستاله می شوند، این فرایند روش رسوب دهی از فاز بخار نامیده می شود. در صورتی که کریستالیزاسیون بخارات فلزی با تشکیل این ترکیب از ترکیبات گازی، همراه باشد فرایند را فرایند کندوپاش یا روکش دهی یونی، می نامند.
کاشت یونی
کاشت یونی فلزات و مواد غیر فلزی، شامل یونیزاسیون فلز و یا بخارهای گازی و ایجاد سرعت در یون های مثبت بواسطه ی اعمال میدان الکتریکی می باشد. در این روش، وجود انرژی کینتیکی، موجب می شود تا یون ها در داخل ماده ی فلزی یا غیر فلزی، نفوذ کند. این نفوذ گاهاً تا عمق چند لایه ی اتمی، ادامه می یابد. این روش را کاشت الکترون های اولیه می نامند. کاشت یون های ثانویه در زمانی انجام می شود که یون های ثانویه با روش کندوپاش بر روی ماده ی مورد نظر، رسوب دهی شوند. کاشت یونی، ممکن است در حضور سایر پدیده های فیزیکی مانند تبخیرف رسوب دهی از فاز بخار و کندوپاش مغناطیسی، انجام شود. در این مورد، فرایند را اختلاط یونی می نامند.عمق کاشت در حدود 0.01 تا 1 میکرون م باشد. این میزان از عمق کاشت ممکن است در طی کار بر روی یک ابزار یا یک قطعه ی ماشین، افزایش یابد. علت این مسئله، مهاجرت یون های کاشت شده می باشد. از لحاظ تئوری، هر فلزی ممکن است بوسیله ی هر نوع یونی، تحت عملیات کاشت قرار گیرد. در عمل، متداول ترین کاربرد این روش، کاشت نیتروژن، بور، کربن، قلع، سزیم، سیلیکون، کروم و پالادیوم می باشد. انجام این فرایند موجب افزایش عمل مفید قطعه می شود. این مسئله به دلیل افزایش مقاومت در برابر سایش و افزایش سختی انجام می شود. در مواد نادری، قطعات ماشین نیز ممکن است تحت عملیات کاشت یونی قرار گیرند. گاهی اوقات، به این روش، آلیاژسازی یونی می گویند.
طبقه بندی روش های مورد استفاده در ایجاد لایه های سطحی خاص
روش های مربوط به تولید لایه های سطحی، موجب بروز اکثر مسائلی است که در مهندسی سطح با آنها روبرو هستیم. البته در این میان، تمایزی میان روش های تولید لایه های سطحی و روش های مورد استفاده در رسوب دهی پوشش ها، در نظر گرفته نشده است. علاوه بر این مسائل، نه این روش ها، روش های مشابهی در نظر گرفته شده است و نه میزان مدرن بودن آنها مد نظر قرار گرفته است.
ایجاد لایه های سطحی، ممکن است بدون ایجاد تغییر و یا افزاش در ابعاد قطعه انجام شود (شکل 1). روش های مربوط به تولید لایه ی سطحی، ممکن است بر اساس این موضوع، به صورت زیر تقسیم بندی شود:
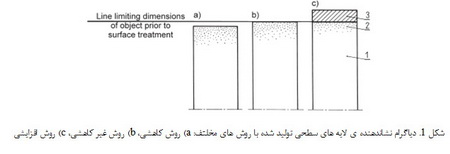
روش های غیر کاهشی
این روش ها بدون کاهش در ابعاد قطعه انجام می شوند مثلاً با استفاده از کاشت یونی. این روش ها، همچنین برای تولید لایه های سطحی، استفاده می شوند.روش های افزایشی
این روش ها با افزایش ابعاد قطعه همراه است. مثلاً اعمال روش آبکاری الکتریکی و یا برخی از روش های ترموشیمیایی موجب افزایش در ابعاد می شود. روش های افزایشی به طور نمونه وار در رسوب دهی پوشش، استفاده می شود.شکل 2 نشاندهنده ی انواع مخلتف از لایه های سطحی و روش های مربوط به تولید آنهاست. از این شکل، نتیجه گیری می شود که انواع مختلفی از لایه ها، ممکن است با روش های مشابهی، تولید شوند. از روش های قدیمی و مدرن، امروز در صنایع استفاده می شود. این مسئله باید همچنین تذکر داده شود که روش های مشاهده شده در این شکل، منحصراً به عنوان روش های مورد استفاده در مهندسی سطح، در نظر گرفته می شوند.
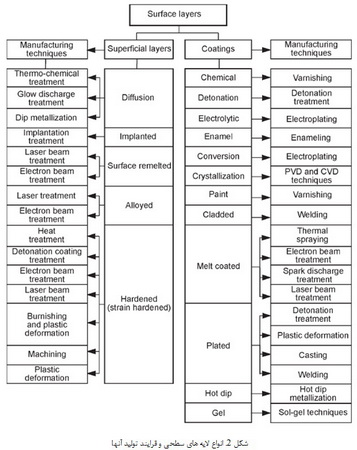
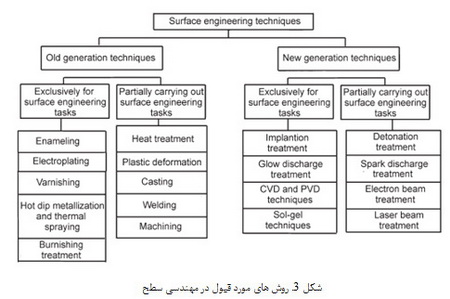
منبع:راسخون
تاریخچه ی توسعه ی مهندسی سطح
قواعد عمومی مربوط به توسعه
توسعه ی مواد مورد استفاده در تمدن بشری، به دلیل پیشرفت های زیر ایجاد شده است. یعنی1) استفاده از منابع زیر زمینی به عنوان منبعی برای مواد ساختاری
2) توسعه ی روش های تولید این مواد ساختاری از این منابع. این روش ها عمدتاً به استفاده از آتش و سایر روش های تولید و استفاده از انرژی حرارتی بوده است، مخصوصاً حرارت دهی الکتریکی.
نقش مهندسی سطح در این فرایندهای تولید، در شکل 1 نشان داده شده است.
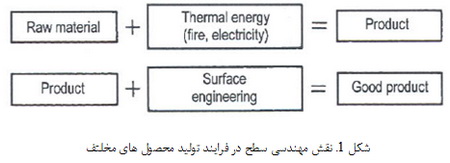
تاریخچه ی توسعه ی مواد ساختاری فلزی
توسعه ی تاریخچه ی مواد در طی زندگی بشری، بدون شک با ظهور اولین ابزار سنگی در آفریقای مرکزی و شرقی در 170000 سال پیش از میلاد، بهره برداری از آتش در 140000 سال بعد، در چین و در نهایت مهارت ایجاد آتش در 200000 سال بعد، در ارتباط است (جدول 1). چند ده هزار سال قبل از میلاد، انسان از ابزارهای استخوانی و سنگی مانند چاقو، درفش، دستگاه های حکاکی، اره و دریل، استفاده می کرد. همچنین چند هزار سال پیش، در زمینه ی استخراج سنگ چخماق، ماهر شدند. عصر سنگ با ظهور اولین ابزارهای فلزی به پایان رسید، اگر چه این ابزارها بعد از پایان رسیدن این عصر نیز ادامه یافت. از لحاظ زمانی، کشف فلزات به ترتیب با کشف مس، قلع، طلا، نقره، سرب و در نهایت آهن، ادامه یافت. بعد از کشف این فلزات، فلزاتی همچون آنتیموآن، جیوه، نیکل، کروم، منگنز، تنگستن، آلومینیوم و سایر فلزات ادامه یافت.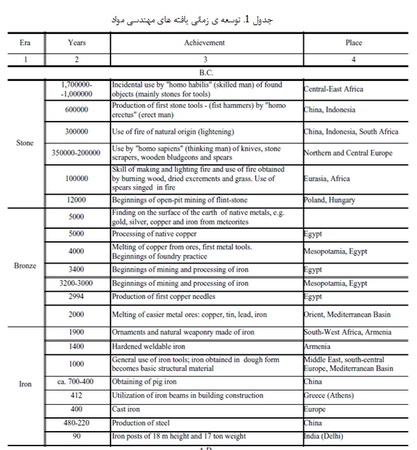
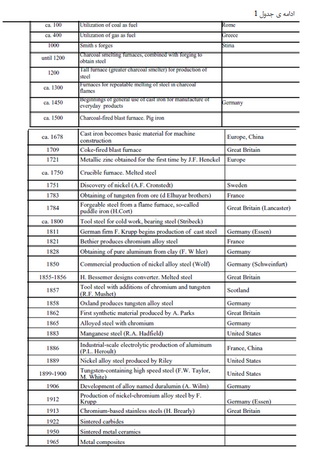
قلع به صورت خالص، از آغاز تمدن بشری، مورد استفاده قرار گرفته است اما بعد از زمان مدیدی، این ماده به شکل خالص، کشف شد.
تمدن باستانی که از فرات و دجله (عراق امروزی) تا آفریقای شمالی (مصر) و اروپای جنوبی (ایتالیا و یونان) ادامه یافته است، توانسته اند تا مهارت بدست آوردن سایر فلزات، مثل طلا، نقره و سرب، را مقدور ساخت. دو فلز دیگری که در تمدن باستان کشف شد، جیوه و آنتیموآن بود که احتمالاً در زمان های بعدی و در طی عصر طلا در یونان و بعدها، در روم، کشف شد.
سرب به عنوان محصول فرعی فرایند تولید روی بوده است. این ماده در طی تولید برنج، کشف شده است. سرب در شکل خالص، برای تولید تابوت، کمربند بشکه، سیم و گلوله ی توپ، استفاده شد. این مسئله تا زمانی ادامه یافت که گلوله های چدنی، تولید شدند. مجاری عبور آب در روم، از لوله های سربی ساخته شدند.
عصر آهن
این عصر در واقع از حدود 1000 سال پیش از تاریخ مسیح، شروع شد، اگر چه آهن بدست آمده از شهاب سنگ ها، 3 تا 4 هزار سال پیش، کشف شدند. آهن 5 % پوسته ی زمین را تشکیل می دهد. به هر حال، در طی عصر برنز، این ماده تنها استفاده های دریایی پیدا کرد زیرا استخراج و بدست آوردن آن، سخت بود. نقطه ی ذوب آهن مخصوصاً آلیاژهای آن، نقطه ذوب بالاتری نسبت به آلیاژهای مس دارند. یک چنین دماهایی در ابتدا بوسیله ی بشر قابل تولید نبود. تلاش برای فرآوری آهن به میانه ی قرن 4 ام قبل از میلاد، باز می گردد. البته موفقیت در حصول این مسئله، به قرن اول و دوم قبل از میلاد، بر می گردد. قدیمی ترین آثار بدست آمده از کاوش ها، نشان داده است که تولید و استفاده از آهن تقریبا برای تمام افرادی که در دوران باستان زندگی می کردند، شناخته شده نبود. اجسام تولید شده از آهن ساده، که عمدتاً منشأ شهاب سنگی داشتند، به صورت گاه و بیگاه در قرن 4 ام و 3 ام قبل از میلاد، در مصر و آسیای غربی، استفاده می شدند. در قاره ی اروپا، فرآوری آهن ابتدا به حوضه دریای اژه بر می گردد. این مسئله 1000 سال پیش از میلاد مسیح، انجام شده است. از همان قرن 4 ام بود که آهن به آهستگی توانست بر برنز و برنزهای روی دار، پیشی بگیرد.توسعه ی تکنولوژی فرآوری آهن در اصل، به خاطر بهبود در کوره های ذوب، انجام شد. با این کار تولید آلیاژهای آهن و کربن، مقدور شد. بعدها، سایر عناصر آلیاژی نیز به این ماده اضافه شد. این عناصر، عبارتند از تنگستن، کروم، آلومینیوم و نیکل. بعد از اضافه شدن این عناصر، تکنولوژی های تولید و فراوری مانند فرج، ریخته گری و ماشین کاری فولادهای ساده و ریخته گری شده، نیز توسعه یافتند.
با به پایان رسیدن قرن 19 ام، فولادهای ابزار سخت (فولادهای آلیاژی و کربنی)، مورد استفاده قرار گرفت. بعد از این کشف، فولادهای تند بر و در نهایت کاربیدهای زینتر شده، متالوسرامیک ها و مواد سرامیکی زینترشده، تولید شدند. در طی نیمه ی دوم قرن 20 ام، کامپوزیت های فلزی توسعه یافتند. این را باید به خاطر داشته باشید که اولین کامپوزیت مورد استفاده بوسیله ی بشر، مخلوطی از یونجه و گل بوده است. سوپرآلیاژها (آلیاژهای با استحکام بالا از جنس تیتانیوم و کروم)، فولادهای میکروآلیاژی، فولادهای دوبلکس و لعاب های فلزی، نیز بعد از آن توسعه یافته است.
در توسعه ی تمدن بشری، مواد فلزی همواره نقش قابل توجهی را ایفا کرده اند. این نقش، یک نقش غالب بوده است. در طی هزاران سال، درصد مشارکت مواد فلزی تا سال 1960، گسترش یافت. تقریباً 10000 سال قبل از میلاد مسیح، مواد فلزی تنها چند درصد از مواد ساختاری را تشکیل می دادند، در حالی که مواد سرامیکی در این زمان، 40% و کامپوزیت های غیر فلزی، 10 % و پلیمرها (چوب، فیبر، پوست و چسب) 45 % از مواد ساختاری را تشکیل می دادند. در سال 1960، سهم مواد فلزی افزایش یافت و به میزان 80 % رسید. تخمین زده شده است که در سال 2020، سهم مواد فلزی، ممکن است به 50 % کاهش یابد.
شکل 2 نشاندهنده ی توسعه ی مواد فلزی مهم از نقطه نظر خواص کاربردی می باشد.
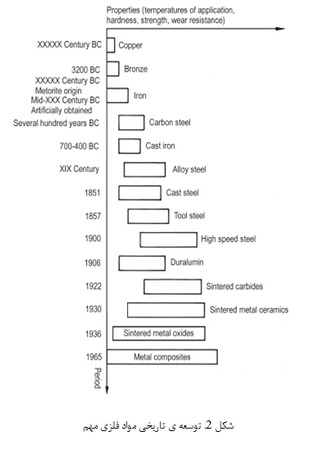
محصولات تولید شده از آهن و صنایع فلزی، ممکن است با و بدون استفاده از عملیات های بهبود سطحی، مورد استفاده قرار گیرند. معمولاً تکنولوژی های تولید و فرآوری مختلف از زمان های باستان تا به امروز، مورد استفاده قرار می گیرند (جدول 2). این تکنولوژی ها موجب بهبود عمر مفید ماده می شود. این بهبود می تواند تا چند هزار درصد نیز برسد.
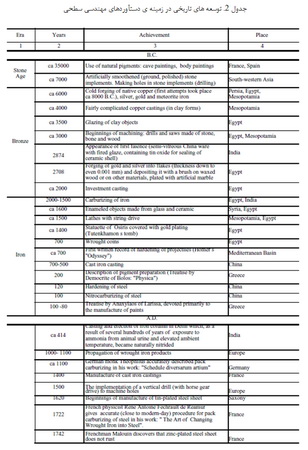
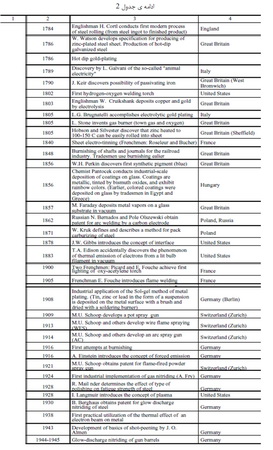
توسعه ی مواد فلزی ساختاری به صورت توأم بوده است، اگر چه این توسعه همواره آهنگ پیشرفت یکسانی نداشته است. در واقع این پیشرفت ها، به منظور حصول بهترین خواص سطحی انجام شده است:
• افزایش مقاومت در برابر اکسیداسیون و سایر شکل های خوردگی مانند خوردگی در دمای بالا و خوردگی در محیط های مختلف
• مقاومت در برابر لغزش، سایش و ایروژن
• ایجاد خواص سطحی خاص، مانند بهبود رسانایی الکتریکی
• تسهیل انجام عملیات های فنی متعاقب بر روی ماده
این جهت گیری، به خاطر موارد زیر اتفاق افتاده است:
1) پدیده های فیزیکی، شیمیایی، گرمایی و الکتریکی هم در حالت منفرد و هم در حالت چندگانه. با این کار، خواص مورد نیاز برای سطح، این مواد ساختاری، ایجاد شده است.
2) مواد مختلف و کامپوزیت های آنها. با کامپوزیت سازی، موجب می شود تا بتوان در مواد، خواص سطحی مناسب ایجاد گردد. این بهبود در خواص، با استفاده از پوشش دهی، و انجام فرایندهای مختلف، انجام می شود.
این فرایندها بر روی مواد مختلف انجام می شود:
• فلزات و آلیاژها
• ترکیبات بین فلزی
• سیلیکات ها (فلزات، سرامیک ها و شیشه)
• محصولات رنگی (رنگ ها و لاک ها)
• پلاستیک ها
• روغن، گریس ها، واکس، پارافین، چسب، کائوچو، قطران و قیر
از لحاظ زمانی، اولین تکنولوژی ها در زمینه ی بهبود سطحی، مربوط به تکنولوژی های شکل دهی اشیای فلزی بود: با تغییر در شکل، معمولاٌ خواص سطحی بهبود می یابد. بهبود در خواص سطحی در واقع با کاهش میزان زبری سطحی، انجام می شود. اولین ابزارهای این چنینی در واقع ابزارهای سنگی با سطح صافی بود که در از 7000 سال پیش از میلاد مسیح، مورد استفاده قرار می گرفتند.
فلزات مربوطه، بواسطه ی فرج سرد، شکل دهی می شدند. این فرایند، یک فرایند مهندسی سطح است. استفاده از فرایند فرج، به 5000 سال قبل از میلاد مسیح باز می گردد.
یک نوع خاص از فرج سرد، بر روی فویل های نازک طلا انجام می شود. این فرایند موجب می شد که اشیای مختلف، با این فلز و سایر فلزات، پوشش داده شوند. اولین شیئ پیدا شده که دارای پوشش طلاست، یک مجسمه ی سر حیوان است که به 3 قرن پیش از میلاد مسیح بر می گردد. پوشش طلای مشابهی بر روی مجسمه ی ازریس، مشاهده می شود. این مجسمه از جنس برنز می باشد و در مقبره ی تاتانخامون قرار دارد. این مجسمه مربوط به قرن 16 پیش از میلاد است.
در مقیاس بزرگتر، مجمسه های برنزی بزرگتر که با روش فرج، ساخته شده اند، در قرن سوم پیش از میلاد، ساخته شده اند. علاوه بر روش فرج اولیه که آثار آن به ثبت رسیده است، فرج با قالب، در دوره های بعدی مورد استفاده قرار گرفته است. این فرج برای تولید سکه استفاده شده است. اولین سکه های تولید شده با این روش، در قرن 7 ام پیش از میلاد، تولید شده اند. قدیمی ترین شواهد در زمینه ی فرج آهن، مربوط به سکه های آهنی بدست آمده از اسپارتا می باشد که در قرن 5 ام پیش از میلاد، تولید شده اند.
یک نقش قابل توجه در توسعه ی تکنولوژی فرج، بوسیله ی توسعه ی فولاد سازی، انجام شده است. این مسئله موجب ایجاد پیشرفت های قابل توجه در این زمینه شده است. در قرن 10 ام و 11 ام بعد از میلاد، اشیای فرج شده، به طور گسترده در اروپا، مورد استفاده قرار گرفتند. یک توسعه ی قابل توجه در تجارت محصولات فرج شده، در طی قرن های 16 ام و 17 ام بعد از میلاد، انجام شده است.
علاوه بر فرج، سایر روش های کار سرد و روش های شکل دهی پلاستیک گرم، توسعه یافتند. در زمان های بعد از این مسئله، تکنولوژی نورد، کشش و پرس، نیز توسعه یافتند. امروزه، شکل دهی پلاستیک به عنوان یک فرایند در آن فلز شکل دهی و تقسیم، موجب ایجاد تغییرهای مربوط به خواص فیزیکی شیمیایی، ساختاری، صافی سطحی و یا ایجاد تنش های باقیمانده می شود. این فرایند، یکی از فرایندهای تولید اساسی در شکل دهی مواد است. از اواسط دهه ی 19 میلادی، شکل دهی پلاستیک گرم به طور قابل توجه گسترش یافت. این فرایند در ابتدا با چکش و بوسیله ی کارگران حرفه ای انجام می شد. در اوایل قرن 20 ام، عملیات های سطحی بوسیله ی شکل دهی سطحی، انجام شد. این فرایند پرداخت نامیده شد. در واقع این فرایند، ترکیبی از شکل دهی پلاستیک با ماشین کاری است.
مورد دوم از فرایندها که قدمتی مشابه با تکنولوژی شکل دهی دارد، ریخته گری است. قدمت این روش، به عهد عتیق بر می گردد. سومری ها که در بین النهرین ساکن بودند، هنر بدست آوردن اشکال ریخته گری مسی را داشتند. این مورد به قرن 4 ام پیش از میلاد مسیح، بر می گردد. قدیمی ترین قطعات ریخته گری شده ی پیدا شده به قرن 3 ام پیش از میلاد بر می گردد. تقریباً در 2000 سال پیش از میلاد، ریخته گری در مصر یک کار شناخته شده بود. ریخته گری در یونان و روم باستان، مورد استفاده قرار گرفته است. در جایی که امروزه به آن لهستان گفته می شود، ریخته گری به دوران نوسنگی باز می گردد (یعنی 2000 سال پیش از میلاد مسیح). در زمان های قدیم، علاوه بر مجسمه، سکه و جواهر، ابزارها و ماشین آلات فنی نیز بوسیله ی روش ریخته گری تولید می شدند. در قرون وسطی، ریخته گری برای تولید تسمه، توپ، گلوله ی تولید و سایر وسایل، مورد استفاده قرار می گرفت.
در چین، ریخته گری آهن به احتمال زیاد به قرن 5 ام تا 7 ام قبل از میلاد، باز می گردد. در قرن 13 ام و 14 بعد از میلاد، سطح کار ریخته گری، نسبت به اروپا، پیشرفته تر بود. تنها در انتهای قرن 14 ام بود که مهارت مربوط به ریخته گری، به اروپا رسید و تولید گلوله های توپ، متداول شد. توسعه ی قابل توجه در اروپا به قرن 16 ام بر می گردد. در این دوره، ریخته گری محصولاتی همچون لوله ی تفنگ، لوله های آب، و صفحات دیواره ی کوره، گسترش یافت. یک مرحله ی قابل توجه در این کار، با شروع ریخته گری در داخل قالب، شروع شد. این کار در سال 1708 بوسیله ی یک فرد انگلیسی به نام A. Darby انجام شد. در سال 1792، یک انگلیسی به نام J. Wilkinson، اولین کوره کوپله ی با سوخت ذغال سنگ را ساخت. در دهه ی 19، ریخته گری آهن همچنین بوسیله ی صنعت ساختمان، مورد استفاده قرار گرفت. در سال 1824، J. Laing اولین وسیله برای ریخته گری پیوسته را طراحی کرد. همچنین در سال 1838، ریخته گری تحت فشار ابداع شد و در سال 1890، این ریخته گری تحت فشار برای تولید قطعات از جنس آلیاژهای روی، مورد استفاده قرار گرفت. در سال 1851، J. Meyer (یک آلمانی)، اولیت ریخته گری فولاد را انجام داد. در انتهای قرن 19 ام، ریخته گری محصولات آلومینیومی شروع شد و در دهه ی 1930 بود که ریخته گری منیزیم و محصولات روی، اجرا شد. تکنولوژی ریخته گری دقیق و مدل های پوسته ای، در دوران جنگ جهانی دوم، به کمال خود رسید. امروزه، مهندسی ریخته گری، یکی از شاخه های مهم از صنعت فلزی است.
تکنولوژی سوم که جزء تکنولوژی های قدیمی محسوب می شود و به طور نزدیکی، با مهندسی سطح در ارتباط است، ماشین کاری است. نمونه های اولیه از ماشین های تراش، که از روش سوراخ کاری و اره های سنگی استفاده می کرده اند، در 5000 سال پیش از میلاد مسیح، وجود داشته اند. در بین ابزارهای ماشین کاری اولیه و آن ابزارهایی که امروزه، بوسیله ی انسان، مورد استفاده قرار می گیرند، سنگ چاقو تیز کنی، سوهان ها، اسکنه، چاقو و دریل را می توان نام برد. این ابزارها در ابتدا از جنس استخوان و سنگ فلینت ساخته می شدند و در طی زمان، جنس مورد استفاده برای ساخت آنها به برنز، آهن، چدن و در نهایت، فولاد، تبدیل شد. اولین ابزارهای ماشین کاری که بوسیله ی بشر، مورد استفاده قرار گرفته اند، مته و ماشین خراطی بوده اند. تقریباً در 1500 سال بعد از میلاد مسیح، کاربرد مته های عمودی برای ماشین کاری لوله ی تفنگ، با مشکلاتی روبرو بود. وقتی ابزارهای ماشین کاری خوب با نیروی محرکه ی مکانیکی، طراحی شد، این وسایل، مقبولیت خوبی پیدا کردند. این مسئله در انتهای قرن 18 ام، بوجود آمد. تا سال 1900، این وسایل از فولادهای کربنی ساخته می شدند، ولی در بین سال های 1900 تا 1906، شروع تازه ای در تولید این گونه وسایل، بوجود آمد و از فولادهای تندبر برای ساخت آنها استفاده شد. از سال 1926 به بعد، ابزارهای کاربیدی و از سال 1932 به بعد، ابزارهای تولید شده از اکسیدهای فلزی زینتر شده، مورد استفاده قرار گرفتند.
با استفاده از ماشین کاری، سطح محصولات پرداخت شد. این کار در سال 1916 در آلمان، اتفاق افتاد. شاخه هایی از روش های الکترو- ایروژن، پوشش دهی با تخلیه ی جرقه ای (spark-discharge coating) می باشد که در دهه ی 1940 مورد استفاده قرار گرفت.
هم اکنون، ماشین کاری تقریباً 80 % از کل عملیات های مورد استفاده در تولید قطعات ماشین را به خود اختصاص داده است.
اولین تکنولوژی شناخته شده ی مهندسی سطح، عملیات حرارتی بود. در واقع اگر بخواهیم به طور دقیق تر صحبت کنیم، باید بگوییم عملیات حرارتی سطحی که یا به صورت نفوذی (کربونیزاسیون و نیتریداسیون) یا غیر نفوذی (سخت کاری) انجام می شود. مشابه بیشتر ابداع های بشری، این روش ها نیز در طی جنگ، برای ساخت سلاح، مورد استفاده قرار گرفتند. اولین تلاش ها برای بهبود آهن، با استفاده از وارد کردن عناصر آلیاژی به سطح این مواد، انجام شد. این کار در 2000 تا 1500 سال قبل از میلاد مسیح، در مصر و هند انجام شد. احتمالاً در این روش، سطح نمونه کربونیزه می شده است. اولین توصیف در مورد پرتابه های سخت شده، مربوط به Homer می باشد (ادیسه، 700 سال قبل از میلاد مسیح). تقریباً 120 سال قبل از میلاد، سخت کاری فولاد، در چین مورد استفاده قرار می گرفته است و 20 سال بعد، دانه های سویا برای کربونیزاسیون مورد استفاده قرار گرفته است (به طور دقیق تر باید گفت برای کربونیتریداسیون فولاد). این دانه ها که غنی از کربن و نیتروژن است، برای اشباع کردن سطح فولاد استفاده می شد. در یک معنا، عملیات حرارتی فولاد، برای تولید فولاد دمشق مورد استفاده قرار گرفته است. این فولادها، به دلیل سختی و الاستیسیته ی بالا، متمایز هستند. این فولادها در ابتدا و در طی قرون وسطی (قرن 4 تا 11 بعد از میلاد) در هند تولید شدند ولی بوسیله ی عرب ها تکمیل و استفاده ی آن در اروپا، گسترش یافت. روش تولید این فولاد، شامل جوش دادن میله ها یا سیم های فولادی با درصدهای کربن مختلف بوده است. درصد کربن در این مواد، بین 1.2 تا 1.8 % بوده است . این لایه ها بعد از تولید، آنیل و فرج می شوند. مشابه با فولاد دمشق، ماده ی دیگری بوسیله ی رومیان و ژاپنی ها، توسعه یافت. در زمان های بعدی، فولاد دمشقی تولید شده در ایران، ارزش قابل ملاحظه ای پیدا کرد.
اولین توصیف دقیق در مورد کربونیزاسیون بوسیله ی راهب آلمانی تئوفیلوس در 1100 سال بعد از میلاد مسیح، ارائه شده است. در سال 1871، W. Kruk از لهستان، یک توصیف دقیق در مورد کربونیزاسیون ارائه کرد.
این خوب است که بگوییم، نیتریده کرده که در مقیاس صنعتی و در آلمان، از سال 1924، مورد استفاده قرار می گرفته است، در سال 415 بعد از میلاد، یک ستون فرج شده از جنس آهن در دهلی برافراشته شد. این جالب است که این ستون، در طی گذر زمان، دچار خوردگی نشده است. بررسی های انجام شده بر روی این ستون در قرن 15، نشان داد که سطح این ستون، با لایه ای نازک از نیترید آهن، پوشیده شده است. در این حالت، آهن در برابر خوردگی، مقاومت دارد. به هر حال، این ستون هرگز به طور عمدی، نیتریده نشده بود. امروزه، این فهمیده شده است که عامل افزایش خوردگی این ستون، می تواند مربوط به غلظت بالای آمونیاک در هوای اطراف این ستون بوده است که از اوره ی حاصله از ادرار حیوان، ایجاد شده است. این محیط با هوای نیمه گرمسیری هند، ترکیب شده است.
هم اکنون، چند ده فرایند عملیات سطحی مختلف، در حال استفاده می باشد. این فرایندها، هم نفوذی و هم غیر نفوذی اند. آخرین تکنولوژی نفوذی که از جنگ جهانی دوم تا به امروز، مورد استفاده قرار می گیرد، در شرایط تخلیه ی درخشان انجام می شود.
تکنولوژی رنگ، از زمان های بسیار دور، مورد استفاده قرار می گرفته است. البته باید گفت که این تکنولوژی، در ابتدا و برای چند ده هزار سال، عمدتاً برای اهداف زیبایی شناختی، استفاده می شده اند. اولین نقاشی های ترسیم شده بر روی دیوار غارها که در ترسیم آنها از رنگ های طبیعی استفاده می شود، در35000 سال پیش از میلاد مسیح، مورد استفاده قرار می گرفتند. از زمان های دور، دستورالعمل هایی در مورد آماده سازی رنگدانه های طبیعی، برجای مانده است. در سال 1856 بعد از میلاد، یک انگلیسی به نام W.H. Perkin، رنگدانه های سنتزی را بدست آورد. عموماً تا انتهای قرن 19، محصولات رنگ زا عمدتاً برای اهداف زیبایی و دکوراسیونی، استفاده می شدند. از شروع قرن بعد، از این پوشش ها برای اهداف حفاظتی و دکوراسیونی استفاده شد. این مسئله به عنوان یک حقیقت پذیرفته شده است که تا سال 1930، اصول مخلوط کردن رنگ ها هیچ تغییر اساسی پیدا نکرد. رنگ های بر پایه ی خاک که در مدل های مختلف ساخته می شدند، رنگ های بر پایه ی آب بودند (مثلاً آهک، ماده ی پروتئینی شیر، رنگ لعابی، آبرنگ و سیلیکات) در حالی که انوع جدیدی از این رنگ ها، بر پایه ی روغن های طبیعی و رزین ها، تولید می شدند. مدتی بعد، رنگ های بر پایه ی نیتروسلولز و رزین های آلکیدی، تولید شدند و در دهه ی 1930، پی وی سی، ابداع شد. بین سال های 1950 و 1960، توسعه ی سریعی در پلیمرهای جدید انجام شد: پلیمریزاسیون تراکمی و افزایشی، موجب تولید مواد جدید در زمینه ی صنعت رنگ شد. از سال 1960 به بعد، گام بلندی در زمینه ی عمومیت دهی به تکنولوژی های جدید تولید رنگ، بر داشته شد. این توسعه روش های اعمال رنگ مانند روش های پنیوماتیکی، هیدرودینامیکی و الکترواستاتیکی بود که با استفاده از آنها، رنگ های تر و خشک، بر روی نمونه ها، اعمال می شدند. هم اکنون، استفاده ی روز افزون از رنگ های محلول در آب و دوستار محیط زیست، و بازیافت محصولات رنگی، گسترش یافته است.
کشف الکتریسیته ی حیوانات در سال 1789 بوسیله ی L. Galvani، موجب شد تا از این انرژی در تکنولوژی های مهندسی سطح، استفاده شود. از این روش ها، برای پوشش دهی یک عنصر بر روی سطح فلز یا نافلز، استفاده شد. تحقیقات بعدی که بوسیله ی A. Volta و B.S. Jacobi در سال های 1801 و 1838 انجام شده است، منجر به انجام کارهای اساسی در زمینه ی آبکاری الکتریکی شده است. توسعه ی سریع این تکنولوژی، در طی سال های 1940 تا 1956 انجام شده است. اکنون، آبکاری الکتریکی و یا استفاده از گالوانواستجی (galvanostegy) یکی از تکنولوژی های پایه ای در زمینه ی مهندسی سطح می باشد.
رسوب دهی پوش با روش اسپری گرمایی، بواسطه ی توسعه های انجام شده در زمینه ی جوشکاری، پیشرفت کرده است. در واقع اگر دقیق تر صحبت کنیم، این تکنولوژی، مدیون توسعه ی تکنولوژی های مربوط به نرم کردن و ذوب مجدد مواد اسپری شده، بوده است. اولین منبع طبیعی حرارت برای جوشکاری، شعله می باشد و قدیمی ترین نوع شعله ی مصنوعی بدست آمده، شعله ی کوره ی آهنگری بوده است. این شعله از هزارات سال پیش، به عنوان یکی از منابع اصلی حرارت دهی، در عمیات حرارتی، تلقی می شد. در اوایل قرن 20 ام، یک مشعل جوشکاری با هیدوژن و اکسیژن، مورد استفاده قرار گرفت (1900). این روش در سال 1905 به صورت عملی، مورد استفاده قرار گرفت. از شروع قرن 20 ام، قوس الکتریکی یکی از منابع مهم تأمین حرارت شده است. بعدها، مشعل های پلاسما، از دیگر منابع حرارتی، پیشی گرفتند. آغاز استفاده از اسپری حرارتی، ممکن است به زمانی برگردد که A. Schoop از سوئیس فلز مذاب را با استفاده از جریان با سرعت بالایی از گاز، اتمیزه کرد. او یک صفحه ی فلزی در برابر این جریان قرار داد. بعدها، او و همکارانش، تفنگ های اسپری را طراحی کرده و ساختند. توسعه ی قابل توجه در زمینه ی اسپری حرارتی از نیمه ی دوم قرن 20 ام، شروع شد. این کار با استفاده عملی از اسپری پلاسمایی، اتمسفر کنترل شده، خلأ و سوپرسونیک انجام شد. در سال 1955، R.M. Poorman اولین استفاده از انرژی انفجاری حاصله از مواد منفجره برای رسوب دهی یک پوشش بر روی زیرلایه فلزی، را گزارش داد. این مورد سال ها قبل تر از استفاده از روش های ایجاد پوشش فلزی با اسپری و ایجاد پوشش فلزی با روش غوطه وری بوده است.
با پایان قرن 19 ام، مشکلات حادی در این زمینه نمود کرد. این مشکلات مربوط به اطمینان یافتن از عمر مفید این محصولات، تریبولوژی و مقاومت به خوردگی، ارزش دکوراسیونی و سایر خواص نوری این پوشش ها بود.
در طی قرن 20 ام، و در واقع در طی 50 سال اول، استفاده ی عملی از برهمکنش باریکه ی الکترونی با ماده، آغاز شد. اصول مربوط به ساچمه زنی توسعه یافت و تخلیه ی درخشان گازها در فشار جزئی نیز اجرا شد. اساس مربوط به کاشت یونی در نیمه رساناها و فلزات، از فاز گازی، نیز مورد بررسی قرار گرفت. این کارها گسترده تر شد مخصوصاً در زمان جنگ جهانی دوم و در طی جنگ سرد. در طی دهه ی 1950 و 1960، انتشار اجباری برای تقویت میکروموج ها، مورد استفاده قرار گرفت و این روش، با روش رسوب دهی شیمیایی از فاز بخار، همراه شد. در نهایت، علاوه بر پلاسما، اسپری با استفاده از تفنگ انفجاری، نیز مورد استفاده قرار گرفت.
توجه خاصی باید در مورد این مسئله اتخاذ گردد که در دهه ی 1960 و سال های بعد، یک دوره ی سریع در زمینه ی توسعه و گسترش روش ها و تکنولوژی هایی بوده است که در آنها از باریکه ی پر انرژی، انرژی خورشیدی، تابش فروسرخ، پلاسما، باریکه ی یونی و باریکه ی فوتونی منسجم، استفاده شده است (جدول 3). در بیشتر موارد، این روش های جدید مربوط به مهندسی سطح بر اساس کشف های مربوط به علم و تکنولوژی، ایجاد شده اند. این روش های جدید، نتیجه ای از افزایش مهارت، ایجاد و کنترل باریکه های یونی و الکترونی که در واقع، تکنولوژی های سطح بالا، تلقی می شوند. این روش ها، دارای صرفه جویی قابل توجهی هستند و اثربخشی بالایی دارند.



